

Совершенствование теории размерного анализа на основе кромочной модели деталей типа тел вращения
На правах рукописи
МАСЯГИН ВАСИЛИЙ БОРИСОВИЧ
СОВЕРШЕНСТВОВАНИЕ ТЕОРИИ РАЗМЕРНОГО АНАЛИЗА НА ОСНОВЕ КРОМОЧНОЙ МОДЕЛИ ДЕТАЛЕЙ
ТИПА ТЕЛ ВРАЩЕНИЯ
05.02.08 – Технология машиностроения
Автореферат
диссертации на соискание ученой степени
доктора технических наук
Омск - 2010
Работа выполнена в ГОУ ВПО «Омский государственный технический университет».
Научный консультант – доктор технических наук, профессор
А.П. Моргунов
Официальные оппоненты: – доктор технических наук, профессор
А.А. Ситников
– доктор технических наук, профессор
А.А. Кошин
– доктор технических наук, доцент
В.И. Глухов
Ведущая организация: ПО «Полет», филиал ФГУП ГКНПЦ
им. М.В. Хруничева
Защита состоится “19” _ноября__2010 г. в ____ часов на заседании диссертационного совета Д 212.178.05 в Омском государственном техническом университете по адресу: 644050, г. Омск, проспект Мира, 11,
ауд. 6-340.
С диссертацией можно ознакомиться в библиотеке ОмГТУ.
Автореферат разослан “___”_____________2010 г.
И. о. ученого секретаря
диссертационного совета
доктор технических наук, профессор В.С. Калекин
ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ
Актуальность проблемы. Требования к качеству, надежности, экономичности машиностроительной продукции и самого машиностроительного производства, его технологии постоянно повышаются. Вследствие этого повышаются требования к качеству конструкторско-технологической подготовки производства, которая включает в качестве своей основы размерный анализ. Размерный анализ – это большой комплекс расчетно-аналитических действий, осуществляемых при разработке и анализе конструкций и технологических процессов: построение специальных размерных схем конструкций и технологических процессов, выявление и фиксация взаимосвязей всех размерных параметров, выявление размерных цепей, проверка и установление рациональных способов простановки размеров в чертежах, назначение достаточного и необходимого числа технических требований, назначение обоснованных допусков, минимальных припусков, проверочный расчет возможности обеспечения чертежных размеров и технических требований, расчет средних припусков, определение номинальных значений и отклонений операционных размеров, определение толщины покрытий, глубины азотирования и других характеристик.
Среди изделий машиностроения значительную часть составляют узлы, агрегаты и машины осесимметричной формы: насосы, газотурбинные двигатели, турбодетандеры, и т.п. Основные детали подобных изделий имеют форму тел вращения, ограниченную цилиндрическими, плоскими, коническими, сферическими и другими (фасонными) поверхностями вращения. К таким деталям относятся детали классов валов, втулок, дисков. Размерный анализ конструкций из таких деталей и технологических процессов данных классов деталей предусматривает расчет трех типов параметров: 1) продольных размеров; 2) диаметральных размеров; 3) отклонений расположения (отклонений от параллельности торцов и осей, отклонений от перпендикулярности).
Практика размерного анализа конструкций из деталей типа тел вращения и технологических процессов данных классов деталей выявила следующие трудности:
- расчет линейных конструкторских и технологических размеров, диаметральных размеров, отклонений расположения выполняется раздельно, без учета взаимного влияния отклонений от перпендикулярности торцов и цилиндрических поверхностей, и отклонений от соосности цилиндрических поверхностей;
- расчет точности сборки изделия также выполняется раздельно для размеров и отклонений расположения, не учитывается влияние отклонений расположения отдельных деталей на точность сборки;
- проблемы самого расчета – неполная автоматизация, необходимость построения изображений размерных схем, неопределенность направлений звеньев размерной цепи при расчете технологических размеров.
Дальнейшее совершенствование размерного анализа связано с созданием более точных моделей и методов, проверкой их путем сопоставления с существующими моделями и методами, строгим теоретическим обоснованием существующих методов, заменой ручных методов подготовки, обработки информации и принятия решений на автоматизированные и автоматические, созданием предпосылок более полного использования результатов размерного анализа в инженерном анализе при конструировании и проектировании технологических процессов механической обработки и сборки.
Диссертационная работа связана с выполнением госбюджетной НИР по тематическому плану фундаментальных исследований Минобрнауки РФ «Исследование динамических процессов и прочности механических систем с учетом особенностей реальных связей»(2004-2005гг.), и с конструкторско-технологическим обеспечением реализации проекта по аналитической ведомственной целевой программе «Развитие научного потенциала высшей школы» (2006-2008гг.), проект «Рабочие процессы поршневых пневмодвигателей и пневмодвигатель-компрессорных агрегатов».
Целью работы является совершенствование теории размерного анализа технологических процессов и конструкций на основе синтеза наиболее совершенных существующих понятий и методов с их модернизацией путем разработки математических моделей, учитывающих взаимное влияние размерных параметров и отклонений от расположения поверхностей, и применения методов математического и компьютерного моделирования. Для решения поставленной цели были сформулированы следующие задачи:
- проанализировать существующие понятия, модели, методы размерного анализа с целью выявления системы допущений, лежащих в их основе;
- разработать математическую модель детали типа тел вращения, позволяющую объединить расчет линейных, диаметральных размеров, параметров отклонений от расположения поверхностей, более точно отразить погрешности изготовления;
- разработать теоретические схемы, позволяющих более полно отразить структуру размерных связей, а также обеспечить визуализацию объектов размерного анализа;
- разработать математическую модель детали, позволяющую теоретически решить задачу определения взаимного расположения деталей после их соединения при сборке с учетом точности соединяемых деталей;
- разработать метод расчета технологических размеров и отклонений расположения, позволяющий выполнить расчет линейных технологических размеров, диаметральных технологических размеров, отклонений расположения совместно, с учетом взаимного влияния отклонений от перпендикулярности и отклонений от соосности;
- разработать метод расчета технологических размеров и отклонений расположения, позволяющий полностью автоматизировать подготовку и обработку информации при размерном анализе;
- разработать программное обеспечение для размерного анализа технологических процессов и конструкций на основе усовершенствованных методов расчета.
Методы исследований. В качестве общей основы использованы положения технологии машиностроения, связанные с понятием точности и ее обеспечением.
Теоретические исследования проводились на базе основных положений и методов размерного анализа, теории размерных цепей. Для разработки математических моделей использовались: теория графов, аналитическая и вычислительная геометрия, методы формализации, алгоритмизации, математического и компьютерного моделирования.
Широко использовались возможности современных ПЭВМ.
Научная новизна выполненной диссертационной работы заключается в следующем.
1. Введение в число объектов размерного анализа новых элементов формы деталей – кромок.
2. Описание формы деталей типа тел вращения кромочной моделью, охватывающей большее число отклонений взаимного расположения поверхностей за счет описания отклонений расположения кромок.
3. Система взаимосвязанных теоретических и измеряемых параметров кромочной модели детали типа тела вращения.
4. Структурные изображения сборочной единицы и технологического процесса механической обработки на основе кромок.
5. Метод решения задач размерного анализа на основе применения кромочной модели детали с использованием матричного представления графа линейных размеров, позволяющий учесть взаимное влияние перекосов и радиальных смещений поверхностей детали при расчете отклонений расположения.
6. Метод информационной связи кромочной модели и модели на основе понятия – поверхность.
7. Метод расчета технологических размеров и отклонений расположения на основе матричного представления графа в случае наложения поверхностей на размерной схеме и в случае заранее неизвестных направлений звеньев размерных цепей.
Практическая ценность и реализация результатов работы. Результаты научных исследований вносят вклад в технологию машиностроения, дополняя расчетные методики учетом взаимосвязи размерных параметров и отклонений от расположения поверхностей и их взаимного влияния. Для руководства и использования в инженерной деятельности разработаны:
- рекомендации по применению усовершенствованных методик размерного анализа с использованием результатов в автоматизированных системах проектирования, технологической подготовки производства и инженерного анализа.
- методика применения комплекса программ размерного анализа технологических процессов и конструкций; осуществлена опытная эксплуатация программ на ФГУП «ОМО им. П.И. Баранова» и ОАО ОмПО «Радиозавод им. А.С. Попова» (РЕЛЕРО).
Результаты исследований используются в учебном процессе при преподавании дисциплин «Математическое моделирование процессов в машиностроении», «Основы выбора и принятия технологических решений», «Информационная технология», в курсовом и дипломном проектировании на кафедре «Технология машиностроения» Машиностроительного института ОмГТУ при подготовке дипломированных специалистов по специальности 151001 «Технология машиностроения» и по другим машиностроительным специальностям.
На защиту выносятся:
- математическая модель деталей типа тел вращения на основе понятия кромки с соответствующим аппаратом теоретических и измеряемых параметров и их преобразования и метод ее применения для решения технологических задач обеспечения точности деталей и сборочных единиц;
- структурные изображения сборочной единицы и технологического процесса механической обработки, являющиеся аналогами размерных схем, отражающих положение объектов – поверхностей – и связанных с ними кромок при размерном анализе, позволяющие связать между собой кромочную модель и модель на основе поверхностей, а также обеспечить визуализацию изображений деталей, сборочных единиц, операционных эскизов, схем обработки;
- методика определения размеров детали на основе матричного представления графа конструкторских размеров и её применение для расчета линейных, радиальных, диаметральных технологических размеров, отклонений расположения, ожидаемых погрешностей, координат кромок при визуализации;
- комплекс программного обеспечения, реализующий методы аппарата кромок, расчета конструкторских и технологических размеров, отклонений расположения, визуализации изображений деталей, операционных эскизов, схем обработки и сборочных единиц.
Апробация работы. Результаты выполненной работы докладывались и обсуждались на: науч.-практ. семинаре «Программные системы в автоматизации проектирования изделий машиностроения», Ижевск. мех. ин-т, Ижевск, 1988; Всесоюз. науч.-техн. конф «Конструктивно-технологические методы повышения надежности и их стандартизация», Тульск. политехн. ин-т, Тула, 1988; научно-техн. конф. «Проблемы машиностроения и металлообработки», Омск. политехн. ин-т., Омск, 1992; III, IV, V, VI VII междунар. науч.-техн. конф. «Динамика систем, механизмов и машин», ОмГТУ, Омск, 1999-2009; междунар. науч.-техн. конф. «Новые технологии – железнодорожному транспорту: подготовка специалистов, организация перевозочного процесса, эксплуатация технических средств», Омский гос. унив. путей сообщения, Омск, 2000; I Всеросс. науч. internet-конф. «Компьютерное и математическое моделирование в естественных и технических науках» ТГУ им. Г.Р. Державина, Тамбов, 2001; науч.-метод. конф. «Совершенствование форм и методов управления качеством учебного процесса», ОмГТУ, Омск, 2001; междунар. науч.-техн. конф., посвящ. памяти ген. конструктора аэрокосм. техники акад. Н.Д. Кузнецова. СГАУ им. С.П. Королева, Самара, 2001; науч.-техн. конф «Развитие оборонно-промышленного комплекса на современном этапе», Омск. гос. университет, Омск, 2003; 43-й межд. науч.-техн. конф. Ассоциации автомоб. инж. «Проблемы создания и эксплуатации автомобилей, специальных и технологических машин в условиях Сибири и Крайнего Севера», СибАДИ, Омск, 2004; I, II, III регион., IV всерос. науч. конф., посвящ. памяти главн. констр. ПО «Полет» А.С. Клинышкова «Проблемы разработки, изготовления и эксплуатации ракетно-космической и авиационной техники», ОмГТУ, Омск, 2004-2009; всеросс. науч.-техн. конф. «Новые материалы и технологии в машиностроении», Рубцовский индустриальный институт, Рубцовск, 2004; III междунар. технолог. конгр. «Военная техника, вооружение и технологии двойного применения», ОмГУ, Омск, 2005; III межд. науч.-техн. конф. «Новые материалы, неразрушающий контроль и наукоемкие технологии в машиностроении», ТюмГНГУ, Тюмень, 2005; междунар. науч.-техн. конф. «Новые материалы и технологии в машиностроении», Брянская гос. инж.-технолог. акад., Брянск, 2006; IV междунар. технолог. конгр. «Военная техника, вооружение и современные технологии при создании продукции военного и гражданского назначения», ОмГТУ, Омск, 2007; II съезде инженеров Сибири, г. Омск, 2008; I Всеросс. науч.-техн. конф «Россия молодая: передовые технологии – в промышленность», Омск, 2008; семинарах кафедры “Технология машиностроения” и научных конференциях ОмГТУ; расширенном заседании кафедры «Технология машиностроения» ОмГТУ; на научном семинаре кафедры «Общая технология машиностроения» Алтайского государственного технического университета им. И.И. Ползунова, г. Барнаул; на научном семинаре кафедры «Технология машиностроения» Южно-Уральского государственного университета, г. Челябинск.
Публикации. Основное содержание работы опубликовано в 54 печатных работах, в том числе в 13 статьях в журналах, рекомендованных ВАК РФ, зарегистрированы 5 программ для ЭВМ.
Структура и объем работы. Диссертация состоит из введения, 6 глав, основных выводов, списка литературы из 219 наименований, приложений.
Диссертация изложена на 350 страницах, содержит 52 таблицы, 136 рисунков.
СОДЕРЖАНИЕ РАБОТЫ
Во введении обоснована актуальность темы, сформулированы цель и задачи исследования, научная новизна и практическая значимость работы, положения, выносимые на защиту.
В первой главе выполнен обзор состояния проблемы совершенствования теории размерного анализа технологических процессов и конструкций.
Размерный анализ конструкций основывается на понятии точности деталей и машин, и на аппарате размерных цепей.
Понятие точности деталей и машин связано с параметрами точности поверхностей, осей, их размеров, формы, взаимного расположения, определяемыми в процессе измерений. Параметры точности разделяются на две группы – комплексные и аналитические. Комплексные параметры, характеризующие точность детали с помощью одного значения и допуска на это значение, рассмотрены в работах Балакшина Б.С., Корсакова В.С., Соколовского А.П. и других ученых. Аналитические параметры точности входят в аналитические уравнения поверхности детали или сечения. Аналитические параметры исследованы в работах Кравцова В.И., Ляндона Ю.Н. и других ученых.
Проблема построения математических моделей машины является одной из составных частей проблемы исследования точности машины. Данная проблема рассматривается в трудах Базрова Б.М., Балакшина Б.С.,
Безъязычного Б.Ф., Дальского А.М., Жигалова Б.К., Журавлева А.Н.,
Колесова И.М., Косова М.Г., Медаря А.В., Митрофанова В.Г.,
Мордвинова Б.С., Непомилуева В.В., Семенова А.И., Соломенцева Ю.М.,
Тимирязева В.А. и других ученых. Сформулированы принципы построения математических моделей машины: рассмотрение всех этапов изготовления машины; построение геометрических структур качественной модели по исходной информации, которой являются чертеж и технология; использование представления о координатных системах, связанных с деталями для количественной оценки положения соединенных между собой деталей.
Метод размерных цепей, являющийся теоретической основой размерного анализа, разрабатывали Балакшин Б.С., Пузанова В.П., Брук С.И., Лившиц Б.И., Базров Б.М., Дунаев П.Ф., Леликов О.П., Иващенко И.А. и другие ученые. Выявлены возможности, которые представляют метод размерных цепей при рассмотрении конструкции машин – размерные цепи позволяют: проверить взаимозаменяемость деталей, узлов и изделий в целом; проверить обеспеченность нормальных условий работы механизма; определить степень точности функционирования данного механизма; определить величины допусков и отклонений размеров при замене одной базовой поверхности другой; в некоторых случаях рационализировать конструкцию машины, обеспечить достижение требуемой точности. В отношении технологии изготовления размерные цепи позволяют: установить числовые данные сборочных размеров для технических условий контроля, сборки и приемки узлов и изделий; установить возможные причины дефектов при сборке и испытании объектов; произвести увязку межоперационных базовых поверхностей обрабатываемых деталей; установить оптимальные значения межоперационных припусков; установить допуски и согласовать их с технологией сборки и обработки машины; найти определяющие точность исходные данные для разработки технологии изготовления машины. Размерный анализ технологических процессов основывается на теории размерных цепей Балакшина Б.С. и оригинальных методах расчета технологических размеров, разработанных Матвеевым В.В., Тверским М.М., Бойковым Ф.И.,
Свиридовым Ю.Н., Блюменкранцем Д.Л., Иващенко И.А., Пакидовым П.А., Мордвиновым Б.С., Сметаниным Ю.М., Ситниковым А.А. и другими учеными.
В результате изучения известных методов размерного анализа выявлены следующие затруднения: 1) установление размерных связей осуществляется путем построения линейных размерных цепей и цепей относительных поворотов, оба подвида размерных связей строятся как независимые, без учета их взаимной связи, что в некоторых случаях приводит к значительным ошибкам;
2) для расчета допусков на несколько соответствующих звеньев размерной цепи имеется лишь одно уравнение и в дальнейшем производится корректировка допусков с учетом технологии изготовления, организационных условий и экономических соображений, причем эта корректировка допусков осуществляется в большинстве случаев без серьезного анализа и изучения особенностей конструкции деталей; 3) размерный анализ, расчет размерных цепей машины отличается высокой трудоемкостью из-за многочисленности размерных цепей.
Для решения проблемы большой трудоемкости размерного анализа конструкций и технологических процессов применяются автоматизированные методы размерного анализа конструкций, разработанные Аввакумовым В.Д., Скворцовым А.В. и другими учеными, и автоматизированные методы размерного анализа технологических процессов, разработанные Матвеевым В.В., Иващенко И.А., Мордвиновым Б.С., Сметаниным Ю.М., Калачевым О.Н.,
Рахимовым Э.Г. и другими учеными, модуль «Расчет размерных технологических цепей» в КОМПАС-АВТОПРОЕКТ.
В ходе анализа различных методов расчета технологических размеров был выявлены трудности: 1) большая трудоемкость предварительной подготовки исходных данных перед вводом в ЭВМ, обусловленная необходимостью учета и упорядочивания большого количества как цифровых, так и графических данных; 2) при подготовке данных технолог вынужден самостоятельно определять ориентировочные технологические размеры, назначать, используя справочную литературу квалитет, допуски на технологические размеры и припуски на обработку; 3) расчет диаметральных размеров проводится по отдельной методике, хотя его теоретической основой являются линейные размерные цепи, поэтому для расчета линейных размеров, диаметральных размеров и отклонений расположения созданы отдельные алгоритмы, хотя возможно применение единого алгоритма.
Мордвинов Б.С. в своей методике в центр расчета пространственных отклонений ставит уравнение прямой в пространстве и предлагает несколько способов расчета отклонений через графический метод (построение эпюр) и аналитический (расчетные формулы) с отображением на графе. Расчеты отклонений по данной методике затрудняет то, что необходимо вручную строить множество размерных эпюр даже для несложных деталей. При появлении нескольких общих осей, то есть при переустановке деталей, выполнять расчеты очень затруднительно, так как появляются последовательные, параллельные связи и их комбинации.
Таким образом, выполненный анализ существующих понятий, моделей, методов размерного анализа и связанного с ним понятия точности деталей и сборочных единиц позволил выявить дальнейшие направления исследований:
- уточнение и модернизация существующих понятий, моделей и методов размерного анализа технологических процессов деталей типа тел вращения и размерного анализа конструкций;
- разработка усовершенствованных методик теоретического исследования и практического решения задач размерного анализа;
- экспериментальная проверка разработанных моделей и методов размерного анализа;
- разработка рекомендаций по использованию результатов исследований в автоматизированных системах проектирования, технологической подготовки производства и инженерного анализа.
Вторая глава содержит разработку и теоретические исследования математического аппарата кромок.
Проанализирована информация чертежа детали, технологического процесса мехничексой обработки, сборочной единицы с точки зрения математического моделирования.
Выявлено, что наряду с поверхностями на детали типа тела вращения имеются еще другие элементы – кромки – линии пересечения торцов и цилиндрических поверхностей (рис. 1). Кромки – идеальные, абстрактные элементы, поскольку реально на детали в местах пересечения поверхностей имеются фаски или радиусы.
Рисунок 1 – Поверхности и кромки
Несмотря на идеальный характер кромок, они отражают свойства реальных объектов, так как все измерения поверхностей интерпретируются как измерения кромок. При измерении кромок измеряются одновременно торцы и цилиндрические поверхности (рис. 2), т. е. кромка – предельный случай, когда места измерений торцов и цилиндрических поверхностей совпадают.
Рисунок 2 – Схема измерения кромок
Существует связь кромок с поверхностями – каждой поверхности можно поставить в соответствие одну и более кромок.
Важное свойство кромки в том, что кромка – теоретически применимый элемент с точки зрения обеспечения определенности положения детали в пространстве, то есть, с точки зрения лишения детали шести степеней свободы. При подходе, основывающемся на рассмотрении поверхностей, для этого необходимо сочетание, например, цилиндрической поверхности, которая лишает деталь четырех степеней свободы, и плоскости, которая лишает деталь одной степени свободы. Или сочетание двух шеек, которые лишают деталь каждая по две степени свободы, и торца, лишающего деталь одной степени свободы. Или сочетание торца, который лишает деталь трёх степеней свободы, и одной шейки, лишающей деталь двух степеней свободы. Вращательная степень лишается за счет трения или дополнительного крепления. При подходе, основывающемся на рассмотрении кромок, следует отметить, что кромка, с одной стороны, – часть цилиндрической поверхности, – с другой стороны – часть плоскости. Как элемент плоской поверхности кромка лишает деталь одной или трёх степеней свободы. Как элемент цилиндрической поверхности кромка лишает деталь двух или четырех степеней свободы; одна вращательная степень свободы лишается дополнительными средствами. Таким образом, кромка или сочетание кромок лишает деталь шести степеней свободы.
Отсюда следует, что если определить взаимное положение кромок детали математически строго точными соотношениями, то по известному положению в пространстве одной кромки детали однозначно определяется положение любой другой кромки. И не только кромки готовой детали, но и любой кромки заготовки на любой операции механической обработки или в сборочной единице, поскольку при установке базовая кромка лишает заготовку шести степеней свободы, то есть фиксирует положение кромок обрабатываемых поверхностей относительно кромок необрабатываемых поверхностей, или положение кромок присоединяемой детали относительно кромок деталей сборочной единицы.
В качестве объектов, у которых рассматриваются кромки, принимаются: а) собранная машина; б) узлы и детали машины в процессе сборки; в) отдельные готовые детали машины; г) заготовки и детали машины в процессе механической обработки.
Указанные объекты различаются с точки зрения рассматриваемых кромок. Для собранной машины – это кромки, посредством которых детали контактируют друг с другом и кромки, взаимное расположение которых задано конструктором и необходимо для нормальной работы машины. На сборочном чертеже рассматриваются все кромки и соприкосновения кромок, хотя это могут быть не явные кромки, а окружности на цилиндрической или плоской поверхности. Для технологического процесса сборки к кромкам собранной машины добавляются кромки базовые, те, которыми детали контактируют со сборочными приспособлениями. Для отдельных готовых деталей рассматриваются все кромки этих деталей. Для технологического процесса механической обработки к кромкам деталей добавляются кромки заготовки и кромки маршрута обработки, возникающие и исчезающие в процессе обработки, причем некоторые из них служат базовыми кромками в процессе механической обработки.
Для описания положения кромок друг относительно друга необходимо построить структурное изображение объектов, содержащих кромки. На этом изображении показываются кромки в виде точек на сечении, проходящем через ось машины, детали.
На схеме машины (рис. 3) проводятся линии, связанные с плоскими поверхностями (базовыми при сборке и входящими в сопряжения между деталями) – вертикальные; и горизонтальные линии, связанные с аналогичными цилиндрическими поверхностями.
Рисунок 3 – Схематичное изображение машины на основе кромок
Нумерация этих линий производится раздельно. Рядом с номерами линий ставится число, показывающее количество поверхностей, входящих в сопряжение в сечении, отмеченном линией.
Строится структурное изображения машины (рис. 4). Проводятся вертикальные и горизонтальные линии так, чтобы они образовали координатную сетку или поле.
Рисунок 4 – Структурное изображение машины
Количество линий на схеме координатного поля определяется числом линий на схеме машины в соответствии с числами, проставленными рядом с номерами линий. На координатном поле отмечаются все кромки деталей маленькими кружками, и соединяются отрезками кромки, относящиеся к отдельным деталям и входящими в сопряжение, тем самым получается структурное изображение машины. Структурное изображение дополняется табличным описанием связей между кромками.
Описание технологического процесса в виде структурного изображения также осуществляется аналогично (рис. 5, 6).
Рисунок 5 – Схематичное изображение операционных эскизов
а) б)
Рисунок 6 – Схематичное изображение схемы припусков (а) и структурное изображения технологического процесса механической обработки (б)
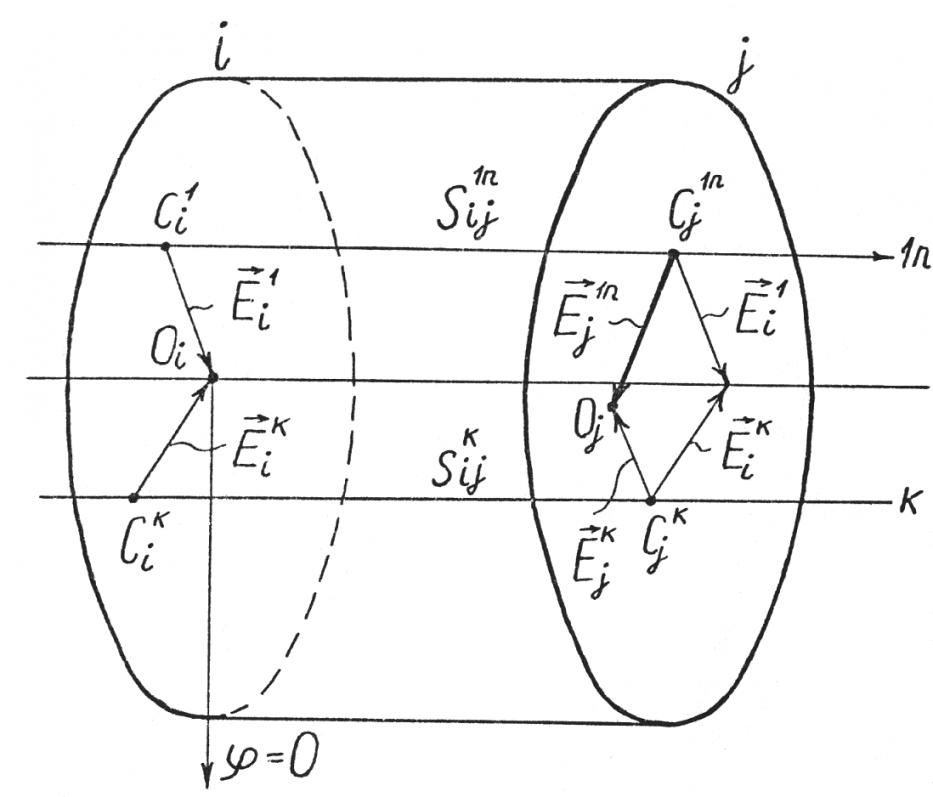
Кромку теоретически можно охарактеризовать радиусом Ri (рис. 7), расположение кромки i относительно данной оси вращения N – наклоном ФiN и эксцентриситетом EiN и углами их направления yiN и eiN. Взаимное расположение двух кромок i и j характеризуется расстоянием вдоль оси вращения SijN.
Рисунок 7 – Теоретические и измеряемые параметры кромок
На рисунке 7 показаны: Оi – центр кромки i; Сi – точка пересечения плоскости кромки Пi и оси N (индекс N означает номер оси вращения); EiN – эксцентриситет кромки i по отношению к оси вращения N (считается одинаковым по малости наклонов кромки); eiN – угловое положение отрезка, характеризующего эксцентриситет, отсчитываемое против часовой стрелки; ФiN – угол наклона плоскости кромки i к оси вращения N, определяется между прямыми, перпендикулярными линии пересечения плоскости кромки Пi и плоскости РiN, перпендикулярной оси вращения N и проходящей через точку пересечения плоскости кромки Пi и оси N, причем одна из прямых, между которыми определяется угол ФiN, принадлежит плоскости Пi, а другая – плоскости РiN; yiN – угловое положение прямых, между которыми определяется угол ФiN, отсчитываемое против часовой стрелки; SijN – расстояние между точками пересечения оси N и плоскостей Пi, Пj кромок i и j (считается одинаковым при любых осях вращения по малости эксцентриситетов и наклонов кромок).
Связь теоретических параметров кромок с результатами измерений кромок обеспечивается тем, что должны быть измерены все необходимые измеряемые параметры кромок, в общем случае, за несколько установок, например, для кромки i – радиальные смещения АiN() и торцовые ВiN() смещения на диаметре измерения DВi (рис. 7), и их максимальные и минимальные значения и соответствующие углы, измеренные относительно нулевой метки; диаметр Di и расстояние до кромки j вдоль оси Lij измеренное в сечении нулевой метки. Результаты измерений смещений записываются с индексом, обозначающим номер установки или оси. Установка с наибольшим количеством измеренных кромок считается главной. Для обеспечения связи измерений на разных установках хотя бы одна кромка должна измеряться на каждой из двух установок.
Взаимная связь теоретических и измеряемых параметров кромок определяется следующими зависимостями:
Ri= Di(0)/2; (1)
EiN=(AiNmax–AiNmin)/2; (2)
eiN= (AiNmax); (3)
ФiN=(BiNmax–BiNmin)/DВi; (в радианах) (4)
yiN= (BiNmax); (5)
 . (6)
. (6)
На основе теоретических параметров кромок составляются уравнения кромок. С учетом формы деталей – тел вращения – вводится цилиндрическая система координат, в которой ось z совмещена с осью N, плоскость = 0 совмещена с плоскостью начала отсчета углов eiN и yiN отмеченной меткой на детали, плоскость z = 0 совмещена с плоскостью РjN, связанной с одной из кромок, принятой за базовую. Положение точек кромки i в данной системе координат определяется двумя уравнениями, в которые войдут теоретические параметры кромок:
ri = fi1(), (7)
zi = fi2(). (8)
В случае ФiN = 0, когда кромка i перпендикулярна оси z и имеются параметры EiN и eiN, а положение кромки i вдоль оси z определяется величиной SijN, где j – базовая кромка, уравнения кромки i будут:
, (9)
z = SijN. (10)
В случае EiN = 0, когда кромка i не имеет эксцентриситета и имеются параметры наклона ФiN, yiN и параметр SijN, уравнения кромки i будут:
ri = Ri, (11)
![]() . (12)
. (12)
Если все теоретические параметры кромки i имеют значения, отличные от нуля, то, по малости величин ФiN и EiN, можно записать общие уравнения кромки:
 , (13)
, (13)
![]() . (14)
. (14)
Если известны уравнения двух кромок i и j, то уравнения размерных связей (расстояний) между кромками определяются как разности уравнений кромок
rij= rj – ri, (15)
zij= zj – zi. (16)
Уравнения расстояний между кромками содержат информацию о величинах зазоров, положении точек контакта кромок, если рассматриваются кромки различных деталей в собранной машине, или о припусках, если рассматриваются кромки обрабатываемых заготовок. Например, условие, означающее точку контакта кромок или нулевой припуск, имеет вид:
rij = 0, (17)
zij = 0. (18)
Основные задачи, связанные с размерным анализом конструкций и технологических процессов, и решаемые с помощью аппарата кромок, следующие.
1. Задача контроля деталей, исходной и обработанных заготовок, сборочных единиц.
Задача контроля связана с тем, что невозможно определить параметры всех кромок детали за одну установку при измерениях, и для некоторых кромок теоретические параметры будут определены относительно одной оси, а для других – относительно другой или даже третьей оси. В то время как для оценки взаимного расположения всех кромок требуется, чтобы все их теоретические параметры были определены относительно одной оси.
Пусть ось, к которой будут приводиться теоретические параметры всех кромок, является осью при измерениях на 1 установке. Для кромки i определены параметры Ei1, ei1, i1, yi1. На k-ой установке были измерены параметры двух кромок i, j и определены параметры Eik, eik, ik, yik, Ejk, eik, jk, yjk, Sijk. Требуется найти параметры кромки j относительно оси на 1 установке – Ej1, ei1, j1, yj1, Sij1.
Общий подход к определению искомых величин следующий: нужно так мысленно двигать деталь в пространстве, чтобы сначала параметр Eik стал равным нулю, а затем равным Ei1 при ei1 и неизменных ik, yik (параллельный перенос детали, рис. 8а); затем, чтобы параметр ik стал равным нулю и, далее, стал равным i1 при yi1 и при неизменных Ei1, ei1 (поворот детали, рис. 8б и рис. 9). В процессе этих движений будут изменяться значения Ejk, ejk, jk, yjk, Sijk, в результате получаются Ej1, ej1, j1, yj1, Sij1.
а) б)
Рисунок 8 – Параллельный перенос (а) детали и поворот (б) детали
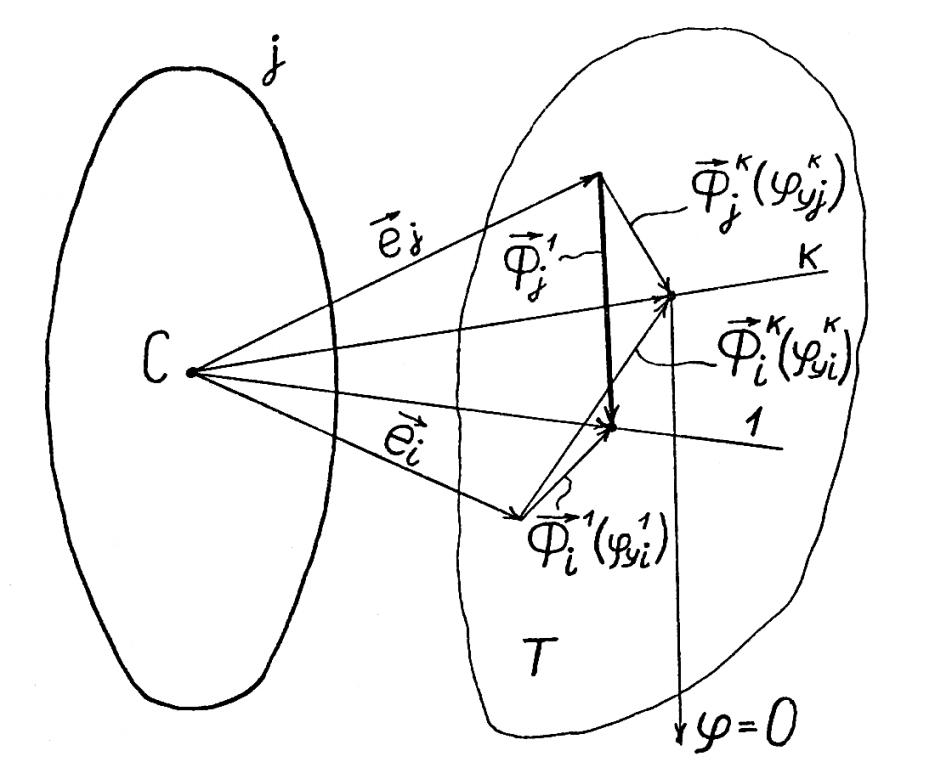
Рисунок 9 – Движение нормали к плоскости кромки при повороте детали
Предполагается совмещение начала отсчета углов = 0 для начального и конечного положений детали, то есть деталь не испытывает поворота вокруг оси при пересчете параметров. Предполагается также равенство расстояний между кромками i и j при преобразованиях – Sij1 = Sij1n= Sij1nn =Sijk вследствие малости величин Е и Ф.
Расчет параметров кромки j выполняется на основе векторных уравнений:
![]() (19)
(19)
Ej1nn = Sijk Фik, (20)
Ej•1 = Sijk Фi1, (21)
 (22)
(22)
![]() (23)
(23)
![]() (24)
(24)
2. Задача анализа точности сборки при соединении деталей. Известны теоретические параметры кромок деталей, которые соединяются. Необходимо найти новые теоретические параметры кромок после соединения и найти положения точек контакта между кромками.
При соединении 2-х деталей предполагается, что теоретические параметры кромок 2-х деталей известны. Одна из деталей принимается за базовую и считается неподвижной, закрепленной в таком положении, что реализуются теоретические параметры, известные ранее. Вторая деталь присоединяется к первой детали, при этом теоретические параметры второй детали изменяются.
Для упрощения решения, можно предварительно повернуть обе детали так, чтобы эксцентриситеты контактирующих кромок i и k этих деталей стали равны нулю. Тогда возможные смещения кромок j и k для второй детали будут ограничены величинами зазоров между кромками j и k деталей (рис. 10а).
а) б)
Рисунок 10 – Схема зазора между кромками k и j в радиальном направлении (а), и схема, показывающая положение концов единичных векторов, перпендикулярных плоскостям кромок (б)
Деталь 2 может повернуться на угол Ф2 в любом направлении y.
Ф2= ((R1j –R2j) + (R1k – R2k)) / Sjk. (25)
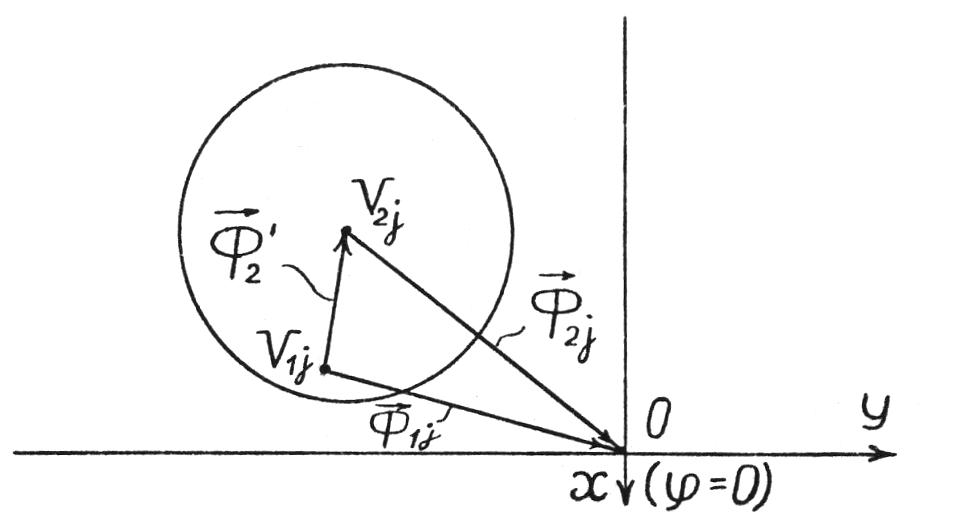
Можно построить схему, показывающую положение концов единичных векторов, перпендикулярных плоскостям кромок j (рис 10б).
Для простоты можно показать координатную плоскость Т (рис. 11а), на которой лежат концы единичных векторов ![]() и
и ![]() . Возможность наклона второй детали в любом направлении на угол Ф2 означает, что вершина вектора
. Возможность наклона второй детали в любом направлении на угол Ф2 означает, что вершина вектора ![]() может дополнительно быть смещена в плоскости на расстояние Ф2, т.е. лежит в пределах круга радиуса Ф2 с вершиной V2j.
может дополнительно быть смещена в плоскости на расстояние Ф2, т.е. лежит в пределах круга радиуса Ф2 с вершиной V2j.
а) б)
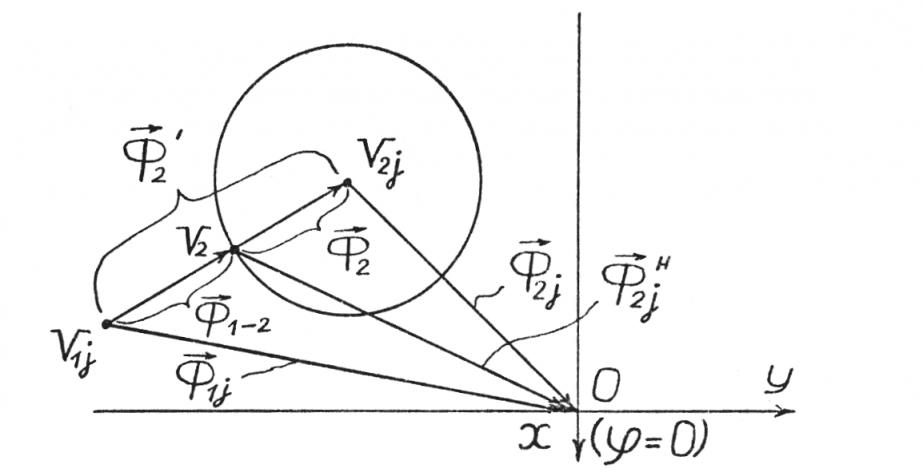
Рисунок 11 – Координатная плоскость с векторами наклона кромок двух деталей: а – при невозможности совпадения плоскостей кромок; б – при возможности совпадения плоскостей кромок
Плоскости кромок j 1-й и 2-й деталей могут совпасть (стать параллельными) только в том случае, если Ф1j = Ф2j и 1yj = 2yj, т.е. когда совпадут начала векторов ![]() и
и ![]() на координатной плоскости. Это может случиться, если начало вектора Ф1j – точка V1j – попадет в область круга W (рис. 11б). При этом деталь 2 испытает наклон на угол Ф2' под углом '2y. Проверка попадания в круг может состоять в определении разности векторов
на координатной плоскости. Это может случиться, если начало вектора Ф1j – точка V1j – попадет в область круга W (рис. 11б). При этом деталь 2 испытает наклон на угол Ф2' под углом '2y. Проверка попадания в круг может состоять в определении разности векторов ![]() . Если
. Если ![]() , то кромки j 1-й и 2-й деталей могут соприкоснуться по всей длине в осевом направлении и одна из кромок j или k по точке в радиальном направлении. Равенство
, то кромки j 1-й и 2-й деталей могут соприкоснуться по всей длине в осевом направлении и одна из кромок j или k по точке в радиальном направлении. Равенство ![]() означает, что соприкасаются кромки j по всей длине (по оси), и одновременно кромки j и k по точкам в радиальном направлении.
означает, что соприкасаются кромки j по всей длине (по оси), и одновременно кромки j и k по точкам в радиальном направлении.
После наклона и соприкосновения 2-я деталь может скользить кромкой j по 1-й детали в плоскости кромки j. Можно принять, что скольжение происходит в направлении поворота (рис. 12а). Причем то, с какой кромкой произойдет касание, зависит от того, какой из зазоров меньше. Будем предполагать, что устраняется наименьший из зазоров. Тогда параметры кромок 2-й детали примут следующие значения: для кромки, у которой зазор с кромкой 1-й детали наименьший в радиальном направлении, касание будет при 2ejH = 2y+ или 2ekH = 2y (новые параметры помечены индексом «Н»). Значение эксцентриситета E2jH (E2kH) будет равно зазору между кромками – для кромки, по которой будут происходить касание. Так как расстояние между кромками j деталей равно нулю, то S01j = S02j.
а) б)
Рисунок 12 – Положение векторов наклона при совпадении (а) и несовпадении (б) плоскостей кромок
Если ![]() , то при любом положении 2-й детали, касание кромок j вдоль оси происходит в точке, при одновременном касании по точкам кромок j и k в радиальном направлении, т. е. плоскости кромок не совпадают. Можно принять, что угол между плоскостями кромок деталей принимает наименьшее из возможных значений (рис. 12б). Деталь поворачивается на угол Ф2, допускаемый кромками j и k в направлении '2y.
, то при любом положении 2-й детали, касание кромок j вдоль оси происходит в точке, при одновременном касании по точкам кромок j и k в радиальном направлении, т. е. плоскости кромок не совпадают. Можно принять, что угол между плоскостями кромок деталей принимает наименьшее из возможных значений (рис. 12б). Деталь поворачивается на угол Ф2, допускаемый кромками j и k в направлении '2y.
Это означает, что параметры кромок j и k в радиальном направлении примут значения:
E2jH = R1j – R2j; 2ejH = '2y, (26)
E2kH = R1k – R2k; 2ekH = '2y +. (27)
Положение точки касания кромок j вдоль оси определяется углом '2y. Известны параметры кромок j 1-й детали Ф1j, 1y. Параметры кромок j 2-й детали определяются из векторного уравнения (рис. 12б).
Уравнения кромок будут (по малости углов принято tgФ=Ф):
z1j= S01j + R1jФ1jcos ( – 1yj), (28)
z2j= S20j + R2jФ2jHcos ( – 2yjH). (29)
При = 2y' эти значения равны, откуда
S2oj = So1j+ R1jФ1j cos (2y'– 1yi) – R2jФ2jH cos (2j'– 2yjH). (30)
Таким образом, найдены выражения для параметры S20j, Ф2yjH, 2yjH, E2jH, 2ejH, (E2kH, 2ekH), по которым можно определить значения теоретических параметров остальные кромок 2-й детали после соединения.
3. Задача расчета технологических параметров (размеров, эксцентриситетов и наклонов кромок) при механической обработке.
Во многих случаях в единичном и мелкосерийном производстве на этапе базирования и закрепления детали производится выверка положения заготовки. Однако обычная выверка может обеспечить нулевые отклонения доступных для выверки поверхности детали, и практически непригодна для обеспечения нулевых или заданных отклонений недоступных для выверки поверхностей детали. В этом случае может быть применена выверка на основе применения кромочной модели деталей.
С теоретической точки зрения задача выверки сводится к приведению теоретических параметров кромок детали к новой оси, если заданы новые требуемые параметры одной или нескольких кромок. Например, заданы для i-й
и j-й кромки параметры i, ei j, ej (эксцентриситеты кромок и их углы) или параметры i, ei j, yj (эксцентриситет и наклон кромки и их углы). В этом случае положение новой оси определено однозначно. Наиболее важным является вариант, при котором требуется обеспечить i=0 и j=0, то есть поверхность, на которой лежат кромки i и j не должна иметь отклонения относительно оси. Обычно это условие i=0, j=0, необходимо выполнить при выверке обрабатываемых деталей, а величины углов e в этом случае не имеют значения. Рассмотрим решение задачи математического моделирования выверки по варианту i=Еi2зд, Еj=Еj2зд, частным случаем которого является вариант i1=0, j1=0. Известны для всех кромок значения теоретических параметров, среди которых: i1, ei1, j1, ej1, k1, ek1, k1, yk1, Sij, Sik. Известны требуемые новые значения i, ei, j, ej. Нужно найти величины k, ek, k, yk, по которым будет осуществляться выверка. Значения Sij, Sik не изменяются при переходе к новой оси. Здесь i, j – номера кромок, ограничивающих выверяемую поверхность, k – номер кромки, по которой производится выверка. Верхний индекс 1 обозначает параметры кромок до выверки.
Подход к определению искомых величин аналогичен тому, который используется при решении задачи перехода к новой оси: нужно так мысленно двигать деталь в пространстве, чтобы сначала параметр i1 стал равным нулю, а затем равным i при ei при неизменных i1 и yi1 (параллельный перенос детали) при этом изменятся j1, ej1- станут j1n, ej1n; затем, чтобы параметр j1n стал равным нулю и, далее, стал равным j при ej и при неизменных i1, ej (поворот детали). В процессе этих движений будут изменяться значения k1, ek1, k1, yk1, так что в результате получим требуемые значения k, ek, k, yk, при реализации которых путем выверки, будут обеспечены параметры i-й и j-й кромок.
На основе кромочной модели решается задача учета взаимного влияния перекоса и радиального смещения поверхностей детали при расчете технологических размеров. Решение данной задачи изложено в третьей главе работы.
4. Задача построения изображений деталей, сборочных единиц, заготовок, операционных эскизов, схем припусков.
Одной из важнейших задач технологии машиностроения является расчет технологических размеров и обоснование требований взаимного расположения поверхностей. Вспомогательной задачей расчета является визуализация или формирование с помощью ЭВМ исходных данных и результатов – изображений деталей, заготовок и операционных эскизов на всех этапах процесса обработки, схем припусков, сборочных единиц, в частности, с целью проверки правильности данных. В случае деталей типа тел вращения данная задача решается на основе применения структурных изображений через описание кромок деталей, обрабатываемых заготовок, сборочных единиц. При построении математической модели используется не вся информация о детали, а только часть, связанная с теми задачами, которые необходимо решить путем моделирования. В соответствии с этим особенностью предлагаемого подхода является то, что строится изображение не конкретного рабочего чертежа детали, эскиза обрабатываемой заготовки, чертежа сборочной единицы, а их геометрических моделей.
Геометрическая модель детали представляет собой эскиз детали, на котором показаны контуры ее с указанием только торцов и цилиндрических поверхностей, имеющих общую ось, с простановкой всех линейных конструкторских размеров, соединяющих торцы детали. Эскиз дополняется номерами всех поверхностей, указываемых в возрастающем порядке при обходе всего контура детали по часовой стрелке, и сопровождается таблицами, содержащими следующую исходную информацию: а) о количестве участков замкнутого контура детали и номерах поверхностей, образующих участки контура; б) о линейных и диаметральных конструкторских размерах составляющих геометрическую модель детали; в) о границах размеров. Для описания модели заготовки и технологического процесса дополнительно задаются номера поверхностей заготовки, базовых и обрабатываемых поверхностей, границ операционных размеров. Для описания модели сборочной единицы дополнительно к моделям составляющих деталей задается информация о контактах и замыкающих звеньях.
При этом все модели информационно связаны путем применения сквозной нумерации поверхностей, единой для всех моделей.
Разработка программы изображения контура детали включает, во-первых, преобразование данной конкретной информации к виду, который является исходным для изображения контуров деталей, технологических операционных эскизов других графических элементов, во-вторых, собственно построение изображения по преобразованной информации. При изображении детали – выявление количества кромок, количества вертикалей и горизонталей (торцов и цилиндрических поверхностей); определение, на каких горизонталях и вертикалях расположены кромки; определение координат вертикалей и горизонталей; определение последовательности обхода кромок. При изображении заготовки – определение количества кромок, последовательности поверхностей заготовки, количества горизонталей и вертикалей и их координат. При изображении операционного эскиза – добавление к поверхностям заготовки обрабатываемых поверхностей; выделение обрабатываемых поверхностей и изображение на базовых поверхностях значков баз; добавление на каждой операции обработки новых обрабатываемых поверхностей к уже имеющимся поверхностям; оформление операционных эскизов и схемы припусков. При изображении сборочной единицы – выявление размерных связей между деталями.
В результате проведенных теоретических исследований получены следующие новые научные результаты:
- совершенствование теоретических основ размерного анализа объектов машиностроения путем введения в число объектов размерного анализа новых элементов формы деталей – кромок;
- описание формы деталей типа тел вращения кромочной моделью, охватывающей большее число возможных отклонений взаимного расположения поверхностей за счет описания отклонений расположения кромок;
- математическая модель точности деталей типа тел вращения на основе понятия кромки с соответствующим аппаратом теоретических и измеряемых параметров и их преобразования и метод его применения для решения технологических задач обеспечения точности деталей и сборочных единиц;
- предложены методы решения задач размерного анализа на основе применения кромочной модели детали с использованием геометрических моделей объектов размерного анализа.
Третья глава содержит описание разработки усовершенствованных методик размерного анализа технологических процессов и конструкций.
Основная идея метода расчета технологических размеров следующая: если заданы средние конструкторские размеры и припуски, то однозначно и сразу имеются средние технологические размеры, связывающие то же множество поверхностей, что и конструкторские размеры и припуски.
Для решения задачи разработано информационно связанное представление исходных данных для компьютерного расчета линейных технологических размеров и в общем случае, выполнена постановка задачи расчета линейных технологических размеров, включая выявление всех поверхностей, возникающих в процессе обработки и упорядочение границ размеров по возрастанию расстояний до левого торца.
Решение задачи расчета линейных технологических размеров предлагается осуществлять на основе использования матрицы смежности графа, в отличие от известных методов, использующих матричное представление уравнений размерных цепей.
Известна задача расчета расстояний между двумя любыми торцами деталей, если заданы все необходимые линейные конструкторские размеры
(рис. 13). Расчет производится по средним размерам.
а) б)
Рисунок 13 – Геометрические модели деталей: а – при расчете линейных технологических размеров, б – при полном расчете всех параметров
Расчет расстояний между торцами предлагается выполнять следующим образом. Геометрической модели детали соответствует граф-дерево линейных конструкторских размеров (рис. 14) и, соответственно, взвешенная матрица смежности графа (рис. 15). Если дополнить матрицу отсутствующими элементами, то получим все возможные расстояния между любыми поверхностями детали.
Рисунок 14 – Граф-дерево линейных конструкторских размеров
Данная задача аналогична задаче построения полного графа размеров по графу-дереву. Последовательность решения: 1)дополнить матрицу смежности до кососимметричности, 2) путем расчета заполнить 1 строку матрицы смежности величинами расстояний всех поверхностей (границ размеров) до крайнего левого торца; 3) выполнить анализ 1 строки матрицы смежности – определить, действительно ли расстояния до крайнего левого торца положительны и возрастают, то есть все поверхности идут строго по порядку слева направо;
в противном случае выполнить перестановку границ размеров; 4) определить все остальные элементы матрицы смежности по 1 строке.
Рисунок 15 – Матрица смежности графа-дерева (матрица расстояний)
Если будут известны средние конструкторские размеры и припуски, то можно аналогично рассчитать расстояния между любыми связываемыми ими поверхностями, а, следовательно, и все средние технологические размеры, причем, становится возможным однозначное определение порядка следования поверхностей, что позволяет решить задачу при наложении поверхностей и при заранее неизвестных направлениях звеньев размерной цепи, что связано с неопределенностью величин средних припусков до окончательной корректировки (округления) технологических размеров.
Следует учесть, что в матрице должны разместиться средние конструкторские размеры и припуски, а в исходных данных для припусков даются минимальные припуски. Поэтому необходимо найти средние размеры припусков путем анализа допусков на технологические размеры. Анализ допусков можно проводить также с помощью матрицы смежности технологических допусков, и в результате получить ожидаемые погрешности конструкторских размеров и припусков, и определяются средние припуски. При этом известными величинами будут допуски технологических размеров, а расчет ожидаемых погрешностей осуществляется путем суммирования абсолютных величин технологических допусков, причем определение каждой новой ожидаемой погрешности должно вестись по преобразованной матрице, первая строка которой должна соответствовать левой границе конструкторского размера или припуска.
Последовательность расчета линейных технологических размеров на основе применения матрицы смежности графа следующая.
1. Подготовка данных.
1.1. Формирование обозначений торцов – границ конструкторских размеров и припусков и линейных технологических размеров по геометрической модели детали и технологического процесса.
1.2. Определение ориентировочной величины линейных технологических размеров путем построения полной матрицы смежности средних конструкторских размеров.
1.3. Назначение допусков линейных технологических размеров по ориентировочной величине линейных технологических размеров и заданной точности обработки.
1.4. Назначение минимальных припусков в зависимости от ступени обработки поверхности.
2. Расчет линейных технологических размеров.
2.1. Определение ожидаемых погрешностей конструкторских размеров и припусков путем построения полной матрицы смежности допусков линейных технологических размеров.
2.2. Проверка обеспечения точности конструкторских размеров; при необходимости ужесточение технологических допусков или изменение структуры линейных технологических размеров.
2.3. Определение средних величин припусков по минимальным припускам и ожидаемой погрешности припусков.
2.4. Определение средних линейных технологических размеров путем построения упорядоченной по первой строке полной матрицы смежности средних конструкторских размеров и припусков.
2.5. Определение номинальных линейных технологических размеров и их корректировка с повторением п.п. 2.4, 2.5.
Предлагаемый метод расчета линейных технологических размеров с применением матрицы смежности не противоречит существующим методам расчета и отличается более полным раскрытием возможностей, которые дает применение графов при расчете линейных технологических размеров, а в некоторых случаях является единственно применимым. На основе расчета полной матрицы смежности средних конструкторских размеров и припусков в сочетании с использованием геометрических моделей детали и технологического процесса механической обработки осуществляется машинное построение схемы припусков технологического процесса, что обеспечивает полное устранение ошибок при подготовке исходных данных, особенно в сложных случаях совпадения поверхностей на размерной схеме технологического процесса.
На основе совместного применения матрицы смежности графа и кромок при проведении размерного анализа технологических процессов, с использованием соответствующей геометрической модели (рис. 13 б), решается и задача совместного расчета линейных и диаметральных технологических размеров с учетом всех видов отклонений расположения поверхностей (отклонений от соосности, от параллельности, от перпендикулярности) и их взаимного влияния.
При решении задачи принимается допущение, что возникновение отклонений расположения поверхностей готовой детали связано только с погрешностями исходной заготовки и погрешностями установки на операциях механической обработки.
Относительно заготовки принято допущение, что она имеет две части, полученные в двух половинах штампа или литейной формы. Тогда погрешности расположения поверхностей заготовки связаны с погрешностями радиального смещения и перекоса поверхностей второй части заготовки относительно поверхностей первой части. При этом отклонения расположения поверхностей, входящих в одну часть заготовки, принимаются равными нулю.
Погрешность установки включает три составляющие – погрешность радиального смещения (r), погрешность перекоса детали (у) относительно оси вращения шпинделя и погрешность осевого положения детали (z) относительно приспособления.
Погрешность осевого положения детали (z), т.е. смещения вдоль оси, учитывается в допуске на линейный технологический размер, связывающий плоские поверхности. В этом же допуске учитываются и погрешности обработки (о) – настройки инструмента на размер, деформаций технологической системы, износа инструмента и др. Погрешность настройки влияет на диаметр цилиндрической поверхности, что также учитывается в допуске на диаметральный технологический размер.
Таким образом, для обеспечения определенности базирования на каждой операции технологического процесса необходимо указывать всегда три базовые поверхности, исключающие: 1) радиальное смещение детали; 2) перекос детали; 3) осевое смещение детали. При принятом допущении о видах поверхностей детали – плоских и цилиндрических – возможны три схемы базирования: а) поверхность для исключения радиального смещения – цилиндрическая поверхность, перекоса – та же цилиндрическая поверхность, осевого смещения – торец (рис. 16а); б) поверхности для исключения радиального смещения и перекоса – две различные цилиндрические поверхности, осевого смещения – торец
(рис. 16б); в) поверхность для исключения радиального смещения – цилиндрическая поверхность, перекоса и осевого смещения – торец (рис. 16в).
Рисунок 16 – Обозначение базовых поверхностей при различных схемах
базирования
Схема базирования по двум цилиндрическим поверхностям необходима для имитации базирования по центровым отверстиям, поскольку в модели детали могут использоваться только плоские и цилиндрические поверхности. С базовыми поверхностями связаны базовые кромки детали, выделенные на рисунке 16 кружками.
Аналогично при описании конструкторских требований к отклонениям расположения поверхностей необходимо уточнить схему базирования при контроле и также указывать три базовые поверхности для каждого требования отклонения расположения, а не одну, как это обычно делается в конструкторской и технологической документации.
Минимальный припуск (Zimin) (рис. 17) определяется не только величиной шероховатости (Rzi–1), глубиной дефектного слоя от предшествующей обработки (hi), величиной радиального смещения (еi), как это принято в существующих методиках размерных расчетов, но и величиной погрешности отклонения расположения от предшествующей обработки на выполняемой операции – величиной перекоса плоской поверхности (тi) или цилиндрической поверхности (цi), как это делается в расчетно-аналитическом методе расчета припусков.
С использованием понятия кромки минимальный припуск определяется значением параметра эксцентриситета кромки, связанной с цилиндрической поверхностью (кромка «ц»), или значением параметра наклона соответствующей кромки, связанной с торцом (кромка «т»).
Рисунок 17 – Схема определения минимального припуска
В результате расчета линейных и диаметральных технологических размеров могут быть получены значения параметров расстояний между кромками и радиусы всех кромок схемы припусков как без учета влияния отклонений расположения, так и с учетом отклонений расположения, если минимальные припуски включают составляющие от эксцентриситета и наклона кромок.
Расчет технологических отклонений расположения включает в себя следующие действия: 1) задание начального отклонения положения кромок второй части заготовки, равного погрешности исходной заготовки, относительно кромок первой части, имеющих нулевые отклонения; 2) последовательное, на каждой операции, придание кромкам, связанным с базовыми поверхностями обрабатываемой заготовки, смещений и перекосов, равных заданным погрешностям установки, и определение параметров всех кромок обрабатываемой заготовки с обнулением параметров эксцентриситета и наклона кромок, связанных с обрабатываемыми поверхностями; 3) сравнение полученных параметров кромок готовой детали с параметрами, соответствующими заданным конструкторским требованиям отклонений расположения, при этом для каждого требования деталь приводится в идеальное положение относительно кромок, связанных с базовыми поверхностями при контроле требования, и определяются параметры кромок, связанных с поверхностями, для которых задано требование отклонения расположения. В результате определяются выполняемые и невыполняемые требования отклонений расположения.
Обеспечение невыполняемых требований отклонений расположения осуществляется на основе определения передаточных отношений между значениями погрешностей установки на всех операциях и каждым требованием отклонения расположения методом изменения, с последующим заданием для расчета соответствующих ужесточенных погрешностей установки.
Определение составляющих припуска, вызванных наличием отклонений расположения, осуществляется на основе вычисления значений параметров эксцентриситета и наклона кромок, связанных с обработанными и обрабатываемыми поверхностями для каждого припуска.
Необходимой составной частью метода расчета отклонений расположения с применением кромок является структурная кромочная модель. Данная модель применяется также при автоматическом представлении исходных данных и результатов расчета в графической форме.
Методика автоматизированного размерного анализа технологических процессов с учетом отклонений расположения поверхностей включает следующие этапы.
1. Подготовка исходных данных в виде геометрических моделей детали, заготовки и технологического процесса механической обработки с представлением исходных данных в графической форме в автоматическом режиме.
2. Расчет технологических размеров без учета влияния отклонений расположения.
3. Расчет технологических отклонений расположения, проверка выполнения конструкторских требований к отклонениям расположения и их обеспечение, определение составляющих минимального припуска от отклонений расположения.
4. Расчет технологических размеров с учетом отклонений расположения путем включения в состав минимальных припусков составляющих от отклонений расположения.
5. Представление результатов расчета в графической форме в автоматическом режиме.
С целью проведения размерного анализа конструкций была разработана методика, обеспечивающая автоматическое выявление размерных цепей осесимметричных конструкций. Методика основана на использовании аналогии в подходах с одной стороны, к расчету технологических размеров с применением матрицы смежности графа и, с другой стороны, в подходах к размерному анализу конструкций. Аналогия заключается в том, что операционные технологические размеры и допуски составляют граф и матрицу смежности технологических размеров и допусков, а конструкторские размеры и допуски деталей сборочной единицы объединяются в общую размерную структуру – граф и матрицу смежности конструкторских размеров и допусков сборочной единицы. Для обеспечения простоты кодирования информация о сборочной единице и деталях представляется в виде геометрических моделей, имеющих только плоские и цилиндрические поверхности, с табличным описанием. Для визуализации сборочной единицы в программе применяется метод построения изображений на основе данных, содержащихся в геометрических моделях деталей и сборочной единицы.
В четвертой главе представлено программное обеспечение размерного анализа технологических процессов.
Рисунок 18 – Интерфейс программы для построения изображений деталей. заготовок, операционных эскизов
Разработаны программы: 1) Программы для размерного анализа на основе кромочной модели. (Программа 1. Пересчет теоретических параметров кромок детали при изменении положения оси, относительно которой определяются теоретические параметры кромок. Программа 2. Преобразование теоретических параметров кромок одной детали, если заданы новые требуемые параметры одной кромки или разные параметры нескольких кромок. Программа 3. Определение теоретических параметров крмок детали, если заданы новые требуемые параметры одной кромки).
2). Программы для построения изображений объектов (сборочных единиц, деталей. заготовок, операционных эскизов, схем припусков) на основе кромок (рис. 18).
3) Программы для размерного анализа конструкций и технологических процессов (рис. 19, 20).
В пятой главе представлены результаты численных исследований программного обеспечения размерного анализа технологических процессов и конструкций.
Размерный анализ конструкций с применением программных средств представляет собой процесс последовательных приближений, начиная от укрупненных данных, к полностью проработанной конструкции, каждый размер которой тщательно выверен и строго обоснован.
Рисунок 19 – Интерфейс программы «UNION»
На практическом примере показано, что при проведении размерного анализа с применением программы «UNION» (рис. 19) возможно на этапе конструирования оперативно устранить фактически все размерные и точностные ошибки и несоответствия, которые могут возникнуть при разработке конструкции, то есть обеспечить достижение высокого качества конструкции на начальном этапе ее создания. Тем самым исключаются затраты на устранение ошибок на последующих этапах технологической подготовки производства и этапе самого производства, когда затраты на устранение ошибок увеличиваются на порядок или даже несколько порядков.
Автоматизированная методика размерного анализа конструкций по своей форме сводится к диалогу конструктора с ЭВМ, при котором компьютер выступает в качестве эксперта, выявляющего допущенные ошибки, помогающего их исключить и оценивающего каждое принимаемое решение на соответствие основным положениям теории размерных цепей и размерного анализа, чем достигается эффект обучения размерному анализу конструкций.
Рассмотрен пример размерного анализа технологического процесса с применением разработанной на основе изложенного подхода компьютерной программы «NORMAL» (рис. 20), обеспечивающей автоматическое выявление погрешности базирования, назначение технологических допусков, минимальных припусков и погрешностей установки, а также расчет до 200 технологических размеров и более.
Рисунок 20 – Интерфейс программы «NORMAL»
Основные результаты – это технологические размеры с допусками до и после корректировки. Технологические размеры после корректировки являются теми данными, которые в последующем переносятся на чертеж заготовки и на операционные эскизы.
Программа определяет значения поправок к минимальным припускам от радиальных смещений и перекосов заготовки при установке (рис. 21) и с учетом этих поправок выдает минимальное значение глубины резания, при которой отсутствует чернота и обеспечиваются минимальные припуски и колебание глубины резания при удалении припусков (рис. 22).
Рисунок 21 – Поправки к минимальным припускам
Рисунок 22 – Минимальные значения и колебания припусков после корректировки размеров
Время проведения размерного анализа с применением разработанной программы «NORMAL» составляет от 1–3 часов для простых деталей (20 конструкторских и 40 технологических размеров) до 3–6 часов для сложных деталей (50 конструкторских и 100 технологических размеров).
Для расчета только линейных технологических размеров разработана программа для ЭВМ «Расчет линейных технологических размеров и допусков «DIAMOND».
В шестой главе представлены направления практического применения результатов исследований в обрасти размерного анализа технологических процессов и конструкций:
- рекомендации по применению усовершенствованных методик размерного анализа с использованием результатов в автоматизированных системах проектирования, технологической подготовки производства и инженерного анализа;
- методика применения комплекса программ размерного анализа конструкций и технологических процессов, осуществлена опытная эксплуатация программ;
- рекомендации по методике использования результатов исследований в учебном процессе при преподавании ряда дисциплин, в курсовом и дипломном проектировании по специальности 151001 «Технология машиностроения», другим машиностроительным специальностям.
Основные выводы и результаты работы
1. Выявлена система допущений, лежащих в основе существующих методов размерного анализа, заключающаяся в применении понятий поверхности и оси в качестве основных объектов размерного анализа и применении комплексных и аналитических параметров точности.
2. Разработанная кромочная модель деталей типа тел вращения с теоретическими и измеряемыми параметрами кромок, уравнениями кромок и расстояний между кромками, и соответствующий аппарат преобразования теоретических параметров, позволяют объединить расчет линейных, диаметральных размеров, параметров отклонений от расположения поверхностей, более точно отразить погрешности изготовления, и в то же время связать новую модель с существующей моделью детали, использующей основное понятие – поверхность.
3. Разработанные структурные изображения сборочной единицы и технологического процесса механической обработки являются аналогами размерных схем, отражающих положение объектов – поверхностей и связанных с ними кромок при размерном анализе и позволяют связать между собой кромочную модель и модель на основе поверхностей, а также обеспечивают визуализацию объектов размерного анализа.
4. Разработанная кромочная модель деталей позволяет теоретически решить задачу определения взаимного расположения деталей типа тел вращения после их сборки при известных теоретических параметрах кромок соединяемых деталей, а также определить расстояния между кромками деталей сборочной единицы.
5. Разработанный метод расчета технологических размеров и отклонений расположения на основе матричного представления графа позволяет выполнить размерный анализ в случае наложения поверхностей на размерной схеме и в случае заранее неизвестных направлений звеньев размерных цепей, а также позволяет учесть взаимное влияние радиальных смешений и перекосов при размерном анализе.
6. Разработанные методы расчета технологических размеров и отклонений расположения, основанные на объединении моделей объектов на основе кромок, метода расчета на основе матричного представления графа, метода визуализации и метода обеспечения информационной связи всех моделей позволяют полностью автоматизировать подготовку и обработку информации при размерном анализе.
7. Созданное математическое и программное обеспечение для размерного анализа конструкций и технологических процессов, а также правильность полученных результатов исследований и теоретических разработок подтверждена экспериментальной проверкой и опытной эксплуатацией на машиностроительных предприятиях.
Основные результаты диссертационной работы отражены в следующих публикациях:
Публикации в изданиях, рекомендованных ВАК:
1. Масягин, В. Б. Совместное изображение конструкции машины и технологического процесса ее изготовления при осесимметричной форме деталей [Текст] / В. Б. Масягин, В. Ф. Выговский // Изв. вузов. Машиностроение. – 1987. – № 8. – С.116–119. – Библиогр.: с. 119.
2. Масягин, В. Б. Структурное изображение конструкции машины (при осесимметричной форме деталей) и технологии ее изготовления [Текст] /
В. Б. Масягин, В. Ф. Выговский // Изв. вузов. Машиностроение. – 1988. – № 1. – С.146–148. – Библиогр.: с. 148.
3. Масягин, В. Б. Размерный анализ конструкции машины (при осесимметричной форме деталей) и технологии ее изготовления [Текст] / В. Б. Масягин, В. Ф. Выговский // Изв. вузов. Машиностроение. – 1988. – № 3. – С.102–106. – Библиогр.: с. 106.
4. Масягин, В. Б. Определение расстояний между поверхностями детали по линейным конструкторским размерам с применением ЭВМ [Текст] /
В. Б. Масягин, С. Г. Головченко // Омский научный вестник. – 2003. – №3. – С. 75–78. – Библиогр.: с. 77–78.
5. Масягин, В. Б. Совершенствование расчета линейных технологических размеров с помощью ЭВМ [Текст] / В. Б. Масягин, С. Г. Головченко // СТИН. – 2004. – №2. – С. 29–31. – Библиогр.: с. 31.
6. Масягин, В. Б. Метод расчета линейных технологических размеров на основе матричного представления графа [Текст] / В. Б. Масягин // Технология машиностроения. – 2004. – №2. – С. 35–40. – Библиогр.: с. 40.
7. Моргунов, А. П. Разработка автоматизированной системы инженерного анализа технологии механической обработки деталей типа тел вращения /
А. П. Моргунов, А. Беккер, В. Б. Масягин // Омский научный вестник. – 2006. – №3(36). – С. 98–100. – Библиогр.: с. 100.
8. Оськин, Д. А. Совершенствование расчета технологических размеров на основе выявления обратных связей между допусками и условиями обработки / Д. А. Оськин, В. Б. Масягин // Технология машиностроения. – 2007. – №8. – С. 18–23. – Библиогр.: с. 23.
9. Масягин, В. Б. Применение информационно связанных моделей детали, заготовки и технологического процесса механической обработки при визуализации исходных данных технологических размерных расчетов
/ В. Б. Масягин, О. В. Сенченко // Омский научный вестник. Серия Приборы, машины и технологии. – 2007. – №2(56). – С. 119–121.
10. Масягин, В. Б. Автоматизация размерного анализа осесимметричных конструкций / В. Б. Масягин // Омский научный вестник. Серия Приборы, машины и технологии. – 2008. – №2(68). – С. 25–28.
11. Масягин, В. Б. Автоматизация размерного анализа технологических процессов механической обработки деталей типа тел вращения / В. Б. Масягин // Омский научный вестник. Серия Приборы, машины и технологии. – 2008. – №3(70). – С. 40–44.
12. Масягин, В. Б. Размерный анализ технологических процессов деталей типа тел вращения с учетом отклонений расположения на основе применения кромочной модели деталей / В. Б. Масягин // Справочник. Инженерный журнал. – 2009. – №2. – С. 20–25.
13. Масягин, В. Б. Развитие размерного анализа на основе применения кромочной модели деталей типа тел вращения / В. Б. Масягин // Омский научный вестник. Серия Приборы, машины и технологии. – 2009. – №3(83). – С. 52–56.
Публикации в других изданиях:
14. Масягин, В. Б. Совместный анализ конструкции машины (при осесимметричной форме деталей) и технологии ее изготовления на основе математических моделей [Текст] / В. Б. Масягин // Программные системы в автоматизации проектирования изделий машиностроения: Тез. докл. науч.-практ. семин. / Ур. отд. АН СССР, Физ.-техн. ин-т, Ижевск. мех. ин-т, Дом техники НТО. – Ижевск, 1988. – С. 90–91. – Библиогр.: с. 91.
15. Масягин, В. Б. Размерный анализ конструкции машины и технологии ее изготовления при осесимметричной форме деталей [Текст] / В. Б. Масягин,
В. Ф. Выговский // Конструктивно-технологические методы повышения надежности и их стандартизация: Тез. докл. Всесоюз. науч.-техн. конф. /
АН СССР, ГКНТ СССР, ГК по стандартам, Тульск. политехн. ин-т, – Тула, 1988. – Ч.2. – С.60.
16. Масягин, В. Б. Преобразование теоретических параметров ребер осесимметричных деталей и заготовок при измерениях, выверке и сборке [Текст] / В. Б. Масягин; МВТУ им. Н.Э. Баумана. – М., 1988. – 24 с. – Библиогр.: с. 24. – Деп. в ВНИИТЭМР 17.06.88, № 223–мш88.
17. Масягин, В. Б. Технологическое обеспечение точности узлов из осесимметричных деталей с учетом тепловых и других эксплуатационных деформаций [Текст] / В. Б. Масягин // Проблемы машиностроения и металлообработки: сб. науч. тр. / Мин. науки, высш. шк. и техн. политики России, Омский политехн. ин-т. – Омск, 1992. – С. 92–94. – Библиогр.: с. 93–94. – ISBN 5-230-13774-6.
18. Масягин, В. Б. Моделирование конструкции сборочной единицы и технологической схемы сборки при помощи графов [Текст] / В. Б. Масягин // Прикладные задачи механики: сб. науч.тр. / ОмГТУ. – Омск, 1999. – С. 130–134. – Библиогр.: с. 133–134. – ISBN 5-8149-0034-2.
19. Масягин, В. Б. Повышение ресурса бандажей колесных пар [Текст] / В. Б. Масягин // Новые технологии – железнодорожному транспорту: подготовка специалистов, организация перевозочного процесса, эксплуатация технических средств: сб. науч. статей с междунар. участ. / Омский гос. унив. путей сообщения. – Омск, 2000. – Ч. 4 – С. 146. – Библиогр.: с. 146.
20. Масягин, В. Б. Матричные алгоритмы моделирования конструкции сборочной единицы и технологической схемы сборки [Текст] / В. Б. Масягин // Механика процессов и машин: сб. науч.тр./ ОмГТУ. – Омск:, 2000. – С.189–192. – Библиогр.: с. 192. – ISBN 5-8149-0056-3.
21. Масягин, В. Б. Формирование изображений геометрических моделей деталей, заготовок, операционных эскизов и сборочных единиц с помощью ЭВМ [Текст] / В. Б. Масягин // Механика процессов и машин: сб. науч.тр./ ОмГТУ. – Омск:, 2000. – С.192–196. – Библиогр.: с. 196. – ISBN 5-8149-0056-3.
22. Масягин, В. Б. Математическое моделирование геометрической формы деталей типа "тел вращения" с учетом погрешностей изготовления [Текст] / В. Б. Масягин // Компьютерное и математическое моделирование в естественных и технических науках: матер. I Всеросс. науч. internet-конф. / ТГУ им. Г.Р.Державина. – Тамбов, 2001. – Вып.2. – С.78. – Библиогр.: с. 78. – ISBN 5-89016-008-7.
23. Масягин, В. Б. Обучение применению фундаментальных знаний при решении конкретных проблем в курсе "Математическое моделирование процессов в машиностроении" [Текст] / В. Б. Масягин // Совершенствование форм и методов управления качеством учебного процесса: сб. матер. науч.-метод. конф./ ОмГТУ. – Омск, 2001. – С. 292–294. – Библиогр.: с. 293–294. – ISBN 5-8149-0071-7.
24. Масягин, В. Б. Обеспечение геометрической точности осесимметричных деталей и узлов на основе кромочной математической модели [Текст] / В. Б. Масягин // Тез. докл. междунар. науч.-техн. конф., посвящ. памяти ген. конструктора аэрокосм. техники акад. Н.Д. Кузнецова / СГАУ им. С.П. Королева. – Самара, 2001. – Ч.2. – С.41–43. – Библиогр.: с. 43. – ISBN 5-93424-040-4.
25. Масягин, В. Б. Применение геометрической модели детали и модели технологического процесса при расчете технологических размеров [Текст] /
В. Б. Масягин // Динамика систем, механизмов и машин: матер. IV междунар науч.-техн. конф. / ОмГТУ. – Омск, 2002. – С. 84–87. – Библиогр.: с 87. – ISBN 5-8149-0145-4.
26. Масягин, В. Б. Построение схемы обработки для расчета линейных технологических размеров при совпадении расположения обрабатываемых поверхностей [Текст] / В. Б. Масягин, С. Г. Головченко // Развитие оборонно-промышленного комплекса на современном этапе: матер. науч.-техн. конф / Омск. гос. университет. – Омск, 2003. Ч. 1 – С.53–55. – Библиогр.: с. 55. – ISBN 5-7779-0392-4.
27. Масягин, В. Б. Совершенствование контроля точности деталей машин на основе компьютерного моделирования [Текст] / В. Б. Масягин // Развитие оборонно-промышленного комплекса на современном этапе: сб. матер. II междунар. технол. конгр. / ОмГТУ. – Омск, Изд-во, 2003. Ч. 3. – С.200–203. – Библиогр.: с. 203. – ISBN 5-8149-0161-6.
28. Масягин, В. Б. Расчет линейных технологических размеров с применением геометрических моделей [Текст] / В. Б. Масягин, С. Г. Головченко // Проблемы создания и эксплуатации автомобилей, специальных и технологических машин в условиях Сибири и Крайнего Севера: матер.43-й межд. науч.-техн. конф. Ассоциации автомоб. инж./ СибАДИ. – Омск: Издательство "ЛЕО", 2004. – С. 81–82. – Библиогр.: с. 82. – ISBN 5-87821-103-3.
29. Масягин, В. Б. Совершенствование методики назначения технологических допусков [Текст] / В. Б. Масягин, С. Г. Головченко, Р. Л. Артюх,
Д. А. Оськин // Динамика систем, механизмов и машин: матер. V междунар науч.-техн. конф. / ОмГТУ. – Омск, 2004. – С. 159–161. – Библиогр.: с. 161. – ISBN 5-8149-0200-0.
30. Масягин, В. Б. Определение количества ступеней обработки поверхности при проектировании плана технологического процесса механической обработки [Текст] / В. Б. Масягин, А. Беккер, Р. Л. Артюх, Н. В. Волгина // Военная техника, вооружение и технологии двойного применения: матер. III междунар. технолог. конгр. / ОмГУ. – Омск, 2005. – Ч. 1. – С.161–163. – Библиогр.: с. 163. – ISBN 5-7779-0596-Х.
31. Масягин, В. Б. Применение выверки при исследовании собираемости деталей [Текст] / В. Б. Масягин, В. А. Пеннер // Военная техника, вооружение и технологии двойного применения: матер. III междунар. технолог. конгр. / ОмГУ. – Омск, 2005. – Ч. 1. – С.164–166. – Библиогр.: с. 166. – ISBN 5-7779-0596-Х.
32. Моргунов, А. П. Определение допустимых отклонений относительного положения собираемых деталей при автоматической сборке [Текст] /
А. П. Моргунов, В. А. Пеннер, В. Б. Масягин // Военная техника, вооружение и технологии двойного применения: матер. III междунар. технолог. конгр. / ОмГУ. – Омск, 2005. – Ч. 1. – С.171–173. – Библиогр.: с. 173. – ISBN 5-7779-0596-Х.
33. Масягин, В. Б. Визуализация исходных данных и результатов при технологических размерных расчетах [Текст] / В. Б. Масягин, А. Беккер // Новые материалы, неразрушающий контроль и наукоемкие технологии в машиностроении: матер. III межд. науч.-техн. конф. / ТюмГНГУ. – Тюмень: Феликс, 2005. – С. 252–253. – ISBN 5-91100-005-9.
34. Масягин, В. Б. Расчет линейных, диаметральных и радиальных технологических размеров с применением программ "DIAMOND" и "RADIAL" [Текст] / В. Б. Масягин, С. Г. Головченко, А. Беккер // Анализ и синтез механических систем: сб. науч. тр. / ОмГТУ. – Омск, 2005. – С.13–23. – Библиогр.: с. 23.
35. Моргунов, А. П. Разработка автоматизированной системы инженерного анализа технологии механической обработки [Текст] / А. П. Моргунов,
А. Беккер, В. Б. Масягин // Проблемы разработки, изготовления и эксплуатации ракетно-космической и авиационной техники: Матер. II регион. науч. конф., посвященной памяти главного конструктора ПО "Полет" А.С. Клинышкова. – Омск: Изд-во ОмГТУ, 2006. –С. 248–253. – ISBN 5-8149-0350-3.
36. Масягин, В. Б. Проблемы технологического размерного анализа [Текст] / В. Б. Масягин // Новые материалы и технологии в машиностроении. Сборник научных трудов по итогам междунар. науч.-техн. конф. – Выпуск 6. – Брянск: БГИТА, 2006. –С.48–51.
37. Масягин, В. Б. Анализ понятия точности детали [Текст] / В. Б. Масягин // Анализ и синтез механических систем. Сборник научных трудов под ред. В.В. Евстифеева. – Омск: Изд-во ОмГТУ, 2006. –С.66–71.
38. Масягин, В. Б. Упорядочение размерных и выносных линий с применением матрицы инцидентности графа при визуализации модели детали [Текст] / В. Б. Масягин // Нефть и газ Западной Сибири: Матер. всеросс. науч.-техн. конф. Т.2. – Тюмень: Изд-во ТюмГНГУ, 2007. – С. 124–127. – ISBN 978-5-88465-847-8.
39. Масягин, В. Б. Анализ методов размерного анализа при рассмотрении отклонений от расположения поверхностей деталей [Текст] / В. Б. Масягин, Н. В. Волгина // Нефть и газ Западной Сибири: Матер. всеросс. науч.-техн. конф. Т.2. – Тюмень: Изд-во ТюмГНГУ, 2007. – С. 162–166. – ISBN 978-5-88465-847-8.
40. Масягин, В. Б. Применение фундаментальных знаний при решении конкретных инженерных проблем технологии машиностроения [Текст] /
В. Б. Масягин // Новые материалы и технологии в машиностроении: Сб. науч. тр. по итогам межд. науч.-техн. конф. Вып. 7. – Брянск: БГИТА, 2007. – С. 107–111.
41. Масягин, В. Б. Развитие размерного анализа в технологии машиностроения [Текст] / В. Б. Масягин, Н. В. Волгина, Ю. В. Кокшарова // Динамика систем, механизмов и машин: Матер. VI междунар науч.-техн. конф. – Омск: Изд-во ОмГТУ, 2007. Кн.2. –С. 236–240. – Библиогр.: с. 240. – ISBN 5-8149-0505-0.
42. Моргунов, А. П. Подготовка инженерных кадров на основе обучения применению фундаментальных знаний при решении задач технологии машиностроения [Текст] / А. П. Моргунов, В. Б. Масягин // Сильные инженерные школы – технологический прорыв Сибири: Матер. II Съезда инженеров Сибири. Часть I. – Омск: Изд-во ОмГТУ, 2008. – С. 48–51. – ISBN 978-5-8149-0538-3.
43. Масягин, В. Б. Упрощение подготовки данных для автоматизированного расчета технологических размеров [Текст] / В. Б. Масягин // Проблемы разработки, изготовления и эксплуатации ракетно-космической и авиационной техники: Матер. III регион. науч. конф., посвященной памяти главного конструктора ПО "Полет" А.С. Клинышкова. – Омск: Изд-во ОмГТУ, 2008. –С. 222–227. – ISBN 978-5-8149-0546-8.
44. Масягин, В. Б. Автоматизация размерного анализа осесимметричных конструкций [Текст] / В. Б. Масягин // Проблемы разработки, изготовления и эксплуатации ракетно-космической и авиационной техники: Матер. III регион. науч. конф., посвященной памяти главного конструктора ПО "Полет" А.С. Клинышкова. – Омск: Изд-во ОмГТУ, 2008. –С. 227–231. – Библиогр.: с. 231. – ISBN 978-5-8149-0546-8.
45. Масягин, В. Б. Обоснование методики совместного использования аналитических и комплексных параметров точности при конструкторском и технологическом проектировании [Текст] / В. Б. Масягин // Россия молодая: передовые технологии – в промышленность: матер. Всеросс. науч.-техн. конф. Кн.1. – Омск: Изд-во ОмГТУ, 2008. – С. 93–97. – Библиогр.: с. 97. – ISBN 978-5-8149-0613-7.
46. Масягин, В. Б. Автоматизация размерного анализа конструкций и технологических процессов: учеб. пособие [Текст] / В. Б. Масягин. – Омск: Изд-во ОмГТУ, 2008. – 232 с. – Библиогр.: с. 225-227. – ISBN 978-5-8149-0608-3.
47. Масягин, В. Б. Повышение качества и производительности разработки осесимметричных конструкций на основе автоматизации размерного анализа [Текст] / В. Б. Масягин // Проблемы разработки, изготовления и эксплуатации ракетно-космической и авиационной техники: Матер. IV всеросс. науч. конф., посвященной 80-летию главного конструктора ПО "Полет" А.С. Клинышкова. – Омск: Изд-во ОмГТУ, 2009. –С. 171–174. – Библиогр.: с. 174. – ISBN 978-5-8149-0668-7.
48. Масягин, В. Б. Повышение качества и производительности проектирования технологических процессов механической обработки осесимметричных деталей на основе автоматизированного размерного анализа [Текст] /
В. Б. Масягин // Проблемы разработки, изготовления и эксплуатации ракетно-космической и авиационной техники: Матер. IV всеросс. науч. конф., посвященной 80-летию главного конструктора ПО "Полет" А.С. Клинышкова. – Омск: Изд-во ОмГТУ, 2009. –С. 175–179. – Библиогр.: с. 178-179. – ISBN 978-5-8149-0668-7.
49. Масягин, В. Б. Объединение комплекса методов решения задач инженерного анализа при технологическом проектировании в рамках САЕ-системы [Текст] / В. Б. Масягин // Россия молодая: передовые технологии – в промышленность: матер. II Всерос. молодежн. науч.-техн. конф. Кн.1. – Омск: Изд-во ОмГТУ, 2009. – С. 73–78. – Библиогр.: с. 78. – ISBN 978-5-8149-0685-4.
50. Масягин, В. Б. Развитие размерного анализа в технологии машиностроения [Текст] / В. Б. Масягин, Н. В. Волгина, Р. Л. Артюх, В. А. Бартоломей, И. А. Бушков // Россия молодая: передовые технологии – в промышленность: матер. II Всерос. молодежн. науч.-техн. конф. Кн.1. – Омск: Изд-во ОмГТУ, 2009. – С. 78–81. – Библиогр.: с. 81. – ISBN 978-5-8149-0685-4.
51. Масягин, В. Б. Разработка метода расчета технологических размеров на основе размерных и точностных данных о заготовке [Текст] / В. Б. Масягин, В. А. Бартоломей, Н. О. Савирова // Динамика систем, механизмов и машин: Материалы VII междунар. науч.–техн. конф. – Омск: Изд-во ОмГТУ, 2009. – Кн.2. – С. 252–255. – Библиогр.: с. 255. – ISBN 978-5-8149-0766-0.
52. Масягин, В. Б. Проблемы размерного анализа технологических процессов деталей сложной формы [Текст] / В. Б. Масягин, И. А. Бушков // Динамика систем, механизмов и машин: Материалы VII междунар. науч.–техн. конф. – Омск: Изд-во ОмГТУ, 2009. – Кн.2. – С. 255–258. – Библиогр.: с. 258. – ISBN 978-5-8149-0766-0.
53. Масягин, В. Б. Визуализация исходных данных и результатов конструкторско-технологических размерных расчетов [Текст] / В. Б. Масягин,
Н. В. Волгина, М. А. Седых, Е. А. Слишанова, И. А. Васильев // Динамика систем, механизмов и машин: Материалы VII междунар. науч.–техн. конф. – Омск: Изд-во ОмГТУ, 2009. – Кн.2. – С. 258–262. – ISBN 978-5-8149-0766-0.
54. Масягин, В. Б. Совершенствование методики подготовки исходных данных при размерном анализе технологических процессов деталей типа тел вращения [Текст] / В. Б. Масягин // Проведение научных исследований в области машиностроения: сб. матер. всеросс. науч.-техн. конф. с элементами науч. школы для молодежи. Тольятти, 27-28 ноября 2009 г. В 3-х ч. / под общ. ред. М.М Криштала. – Тольятти: ТГУ, 2009. – Ч. 1. – С. 291–297. – Библиогр.: с. 297. – ISBN 978-5-8250-0503-7.
Свидетельства о регистрации программ для ЭВМ:
55. Размерный анализ осесимметричных конструкций «UNION»: свидетельство о государственной регистрации программы для ЭВМ № 2008610111 / В.Б. Масягин. – № 2007614274; заявл. 29.10.2007; зарегистрировано 09.01.2008.
56. Размерный анализ технологических процессов осесимметричных деталей «NORMAL»: свидетельство о государственной регистрации программы для ЭВМ № 2008614062 / В.Б. Масягин. – № 2008613121; заявл. 07.07.2008; зарегистрировано 26.08.2008.
57. Расчет линейных технологических размеров и допусков «DIAMOND»: свидетельство об официальной регистрации программы для ЭВМ № 2004612665 / В. Б. Масягин, С. Г. Головченко, Р. Л. Артюх, Д. А. Оськин. – № 2004612037; заявл. 04.10.2004; зарегистрировано 10.12.2004.
58. Расчет линейных технологических размеров с оптимизацией допусков «OPTIMAL»: свидетельство об официальной регистрации программы для ЭВМ № 2006613684 / В. Б. Масягин, С. Г. Головченко, Р. Л. Артюх, Д. А. Оськин,
А. Н. Жараспаев, Ю. А. Гомзикова. – № 206612905; заявл. 24.08.2006; зарегистрировано 24.10.2006.
59. Расчет радиальных технологических размеров и допусков «RADIAL»: свидетельство об официальной регистрации программы для ЭВМ № 2005611811 / В. Б. Масягин, С. Г. Головченко, Р. Л. Артюх, Д. А. Оськин,
А. Беккер, И. В. Ивлева. – № 2005611182; заявл. 24.05.2005; зарегистрировано 22.07.2005.