

Управление руднотермической электроплавкой сульфидного медно-никелевого сырья на основе гармонического анализа тока и напряжения электродов
На правах рукописи
ВАСИЛЬЕВ Валерий Викторович
УПРАВЛЕНИЕ РУДНОТЕРМИЧЕСКОЙ
ЭЛЕКТРОПЛАВКОЙ СУЛЬФИДНОГО
МЕДНО-НИКЕЛЕВОГО СЫРЬЯ
НА ОСНОВЕ ГАРМОНИЧЕСКОГО АНАЛИЗА
ТОКА И НАПРЯЖЕНИЯ ЭЛЕКТРОДОВ
| Специальность 05.13.06 – | Автоматизация и управление технологическими процессами и производствами (металлургия) |
А в т о р е ф е р а т
диссертации на соискание ученой степени
кандидата технических наук
САНКТ-ПЕТЕРБУРГ
2010
Работа выполнена в государственном образовательном учреждении высшего профессионального образования Санкт-Петербургском государственном горном институте имени Г.В. Плеханова (техническом университете).
Научный руководитель –
доктор технических наук, профессор
Белоглазов Илья Никитич
Официальные оппоненты:
доктор технических наук, профессор
Лавров Борис Александрович
кандидат технических наук
Дрессен Валерий Владимирович
Ведущая организация – ОАО «Кольская горно-металлургическая компания».
Защита диссертации состоится 24 сентября 2010 г. в 14 ч 30 мин на заседании диссертационного совета Д 212.224.03 при Санкт-Петербургском государственном горном институте им. Г.В.Плеханова (техническом университете) по адресу: 199106 Санкт - Петербург, 21-я линия, д.2, ауд. 2203.
С диссертацией можно ознакомиться в библиотеке Санкт-Петербургского государственного горного института.
Автореферат разослан 23 августа 2010 г.
УЧЕНЫЙ СЕКРЕТАРЬ
диссертационного совета
д-р техн. наук В.Н. БРИЧКИН
ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ
Актуальность работы. Производство меди и никеля имеет большое значение для экономики России. Наибольшее распространение при производстве меди и никеля получили пирометаллургические методы, в том числе с использованием автогенных процессов. Однако сегодня все еще сохраняет свое значение традиционная технология получения штейна путем электроплавки сырья в руднотермических печах (РТП).
Существующая технология электроплавки в РТП характеризуются невысокими технико-экономическими показателями, неблагоприятной экологической обстановкой, трудностями в обслуживании печей. Все эти факторы требуют модернизации технологий и систем управления процесса переработки сульфидного медно-никелевого сырья до уровня, соответствующего современным требованиям, т.к. разработка и внедрение более прогрессивных автогенных методов производства потребует значительно больше ресурсов.
Поэтому сегодня серьезное внимание уделяется улучшению показателей работы печных агрегатов путем внедрения АСУ процессом. Значительный вклад в развитие и совершенствование электроплавки в РТП и алгоритмов управления процессом внесли такие ученые как: С.Л. Степанянц, Г.М. Глинков, В.В. Година, А.А. Гальнбек, А.А. Фомичев, А.А. Педро, В.И. Ершов и др.
В условиях неопределенности и неполноты информации, которыми характеризуется электроплавка в РТП, практически невозможно использовать традиционные схемы управления, которые с успехом применяются там, где объект описан полностью. Поэтому в рамках такой системы целесообразно разрабатывать методы, которые указывают алгоритм, т.е. последовательность действий и операций, результат выполнения которых приводит к конкретному решению.
На сегодняшний день не существует эффективной системы управления процессом рудной плавки сульфидного медно-никелевого сырья, поэтому предлагаемая в диссертационной работе тема является актуальной.
Исследования выполнялись в соответствии с госбюджетной тематикой НИР СПГГИ (ТУ) по теме 6.30.020 «Разработка систем управления сложными техническими объектами с использованием математических моделей в контуре управления» (I кв. 2008 – IV кв. 2010 гг.).
Цель работы. Повышение качества управления руднотермической электроплавкой медно-никелевого сульфидного сырья, обеспечивающей заданное качество продукции при снижении материальных и энергетических затрат.
Задачи исследований:
– анализ процесса получения штейна в руднотермической печи как объекта управления;
– анализ существующих принципов построения автоматических систем управления руднотермическими печами;
– определение связи гармонического состава напряжения и тока электродов с технологическими параметрами работы печи;
– разработка математической модели процесса электроплавки сульфидного медно-никелевого сырья;
– разработка системы управления руднотермической печью для переработки сульфидного медно-никелевого сырья;
– оценка эффективности предложенной системы и выработка рекомендаций по ее применению.
Методика проведения работы. В работе были использованы экспериментальные и теоретические методы исследований, в том числе промышленные измерения электротехнических величин в условиях действующего производства плавильного цеха комбината «Печенганикель» ОАО «Кольская ГМК». Обработка результатов исследований проводилась с использованием следующих программных продуктов: Excel, Mathcad, Matlab и собственных программных разработок.
Научная новизна работы:
– установлено, что при переработке сульфидного медно-никелевого сырья в РТП степень развития дуги зависит от третьей гармонической составляющей тока электродов, относительное содержание которой пропорционально отношению мощности, выделяемой в дуге ко всей мощности, потребляемой печной установкой. Зависимость позволяет поддерживать заданное развитие дуги, что дает основания для снижения удельных затрат электроэнергии;
– установлено, что уровень расплава в ванне печи влияет на величину постоянной составляющей фазного напряжения, зависящей от заглубления электрода в шлак, что вызвано полупроводниковым эффектом контакта электрода с расплавом. Это позволяет непрерывно измерять уровень общей ванны, что в конечном итоге сможет повысить производительность печи;
– обоснована структура системы управления процессом плавки сульфидного медно-никелевого сырья в РТП, полученная путем введения дополнительных блоков стабилизации активного сопротивления и уровня расплава, управления перепуском электродов и переключения ступеней трансформатора.
Основные защищаемые положения:
1. Для процесса руднотермической плавки сульфидного медно-никелевого сырья целесообразно применять метод определения текущих значений неизмеряемых электротехнологических параметров (степень развития дуги, активное сопротивление и уровень расплава) по гармоническому составу тока и напряжения, что обеспечивает возможность диагностирования отклонений в ходе технологического процесса на начальной стадии.
2. С целью повышения качества управления процессом руднотермической плавки сульфидного медно-никелевого сырья следует использовать структуру системы управления, полученную путем введения дополнительных блоков стабилизации тока, активного сопротивления и уровня расплава, блоков управления перепуском электродов и переключения ступеней трансформатора.
Практическая значимость работы:
– разработан метод непрерывного контроля уровня расплава в ванне печи, позволяющий вести процесс при глубине ванны, соответствующей режимной карте (заявка на изобретение «Способ непрерывного контроля уровня расплава в ванне руднотермической печи, работающей в режиме сопротивления» №2009125421 от 02.07.2009 г.);
– математически описан процесс электроплавки сульфидного медно-никелевого сырья с использованием гармонического анализа тока и напряжения, что позволяет исследовать влияние электротехнологических параметров на показатели эффективности процесса.
Достоверность научных результатов. Достоверность основных выводов обоснована совпадением результатов моделирования с производственными данными и использованием стандартных методик оценки качества моделирования. Эффективность предложенных мероприятий подтверждена в ходе опытно-промышленных измерений на комбинате «Печенганикель» ОАО «Кольская ГМК» и по итогам внедрения.
Апробация работы. Материалы диссертационной работы представлялись на международной конференции в ВК «Ленэкспо» «Автоматизация и моделирование технологических процессов в металлургии и машиностроении» (Санкт-Петербург, 2007); на конференции молодых ученых СПГГИ (ТУ) «Полезные ископаемые России и их освоение» (СПб, 2007-2010); на семинаре «Инновационные технологии, моделирование и автоматизация в металлургии» (ВК «РЕСТЭК», Санкт-Петербург, 2009); на III, IV, V международной конференциях «Инновационные технологии автоматизации и диспетчеризации в горнодобывающей и перерабатывающей промышленности» (Санкт-Петербург, 2008-2010); на научно-техническом совещании «Электротермия–2010» (Санкт-Петербург, 2010); семинарах кафедры автоматизации технологических процессов и производств СПГГИ (ТУ).
Основные положения работы опубликованы в 4 научных работах (1 – в издании, рекомендованном ВАК Минобрнауки России). Подано три заявки на патент.
Объем и структура работы. Диссертация состоит из введения, четырех глав, заключения, библиографического списка и приложения. Содержит 139 страниц машинописного текста, 28 рисунков, 6 таблиц, список литературы из 109 наименований.
СОДЕРЖАНИЕ РАБОТЫ
Во введении показана актуальность работы, сформулированы основные положения, выносимые на защиту.
В первой главе выполнен анализ технологического процесса электроплавки медно-никелевого сульфидного сырья как объекта управления, описаны существующие принципы построения автоматических систем управления руднотермическими печами. Сформулированы цель и задачи исследования.
Во второй главе показана связь гармонического состава напряжения и тока электродов с технологическими параметрами работы печи. Разработаны методы управления процессом плавки медно-никелевого сульфидного сырья в электропечи на основе комплексного использования электрических характеристик.
Третья глава посвящена синтезу модифицированной математической модели процесса электроплавки медно-никелевого сульфидного сырья в руднотермической печи на основе уравнений материально-энергетического баланса и текущих электрических характеристик. Модель позволяет рассчитать состав продуктов, удельный и общий расходы электроэнергии, а также сопротивление расплава.
В четвертой главе разработана система управления руднотермической печи для переработки медно-никелевого сульфидного сырья. В соответствии с целью работы и с учетом предъявляемых требований к системе управления, сформулированы задачи управления, выбран критерий оценки качества функционирования системы управления. Приведены структура и обобщенный алгоритм управления. Выполнена проверка качества управления и достоверности принимаемых решений на всех этапах работы системы.
Заключение отражает обобщенные выводы по результатам исследований в соответствии с целью и решенными задачами.
ОСНОВНЫЕ ЗАЩИЩАЕМЫЕ ПОЛОЖЕНИЯ
1. Для процесса руднотермической плавки сульфидного медно-никелевого сырья целесообразно применять метод определения текущих значений неизмеряемых электротехнологических параметров (степень развития дуги, активное сопротивление и уровень расплава) по гармоническому составу тока и напряжения, что обеспечивает возможность диагностирования отклонений в ходе технологического процесса на начальной стадии.
Стабильность работы руднотермической печи зависит от правильного распределения энергии не только в объеме ванны, но и между материалами, находящимися в расплавленном состоянии. Это распределение зависит не только от электрических параметров работы печи, но и состояния ванны (наличия в ней углерода, количества и состава шлака). В связи с этим знание этого распределения предполагает возможность оценки состояния ванны и управления электротехнологическими параметрами.
Прохождение тока в материалах, находящихся в ванне печи и, прежде всего, наличие в печи электрической дуги с ее нелинейной и несимметричной характеристикой, вызывает в той или иной степени искажение формы кривых тока и напряжения на соответствующих осциллограммах. Количественная оценка несинусоидальности кривых рабочего тока электрода или фазового напряжения позволяет определить гармонические составляющие в различные периоды технологического процесса. На основании результатов измерения были выбраны гармоники, которые наиболее точно характеризуют те или иные моменты работы электропечи, с помощью которых можно идентифицировать технологические факторы, оказывающие влияние на горение дуги.
При анализе работы электропечи на разных режимах интерес представляет относительное содержание гармоник в кривых тока и напряжения. Поскольку электропечь является объектом, параметры тока которого непрерывно меняются, вызывая колебания величин гармонических составляющих, то для лучшей оценки состава тока или напряжения мгновенные значения необходимо усреднять. Для этой цели использовался специальный прибор-анализатор, основанный на анализаторе спектра тока С5-3.
Для оценки электрической мощности, выделяемой в дуге, целесообразно использовать известное выражение ![]() , где
, где ![]() – напряжение третьей гармоники с частотой 150 Гц,
– напряжение третьей гармоники с частотой 150 Гц, ![]() – напряжение дуги. Отсюда:
– напряжение дуги. Отсюда:
| (1) |
где ![]() – гармоническая составляющая тока электрода с частотой 150 Гц, А;
– гармоническая составляющая тока электрода с частотой 150 Гц, А; ![]() – напряжение дуги, В;
– напряжение дуги, В; ![]() – ток первой гармонической составляющей с частотой 50 Гц (ток электрода), А;
– ток первой гармонической составляющей с частотой 50 Гц (ток электрода), А; ![]() – общее активное сопротивление печной установки, Ом.
– общее активное сопротивление печной установки, Ом.
Для шунтированной дуги (характерный режим при переработке медно-никелевого сырья в РТП) следует учитывать, что наличие третьей гармоники в токе и напряжении вызвано не всем током, а только током дуги ![]() . Поэтому для шунтированной дуги относительное содержание в токе, проходящем через электроды, третьей гармоники
. Поэтому для шунтированной дуги относительное содержание в токе, проходящем через электроды, третьей гармоники ![]() определяется выражением:
определяется выражением:
| (2) |
где ![]() – ток электрода, А;
– ток электрода, А; ![]() – гармоническая составляющая напряжения с частотой 150 Гц, В;
– гармоническая составляющая напряжения с частотой 150 Гц, В; ![]() – ток дуги, А;
– ток дуги, А; ![]() – фазное напряжение, В;
– фазное напряжение, В; ![]() – активная мощность, выделяемая в дуге, Вт;
– активная мощность, выделяемая в дуге, Вт; ![]() –активная мощность, потребляемая печной установкой, Вт.
–активная мощность, потребляемая печной установкой, Вт.
Таким образом, относительное содержание третьей гармоники в токе электрода позволяет определять величину выделяемой в дуге мощности.
Активное сопротивление расплава является одним из параметров состояния процесса. В зависимости от количества расплава, состава и температуры изменяется электросопротивление, а значит и распределение энергии и режим горения дуги. Так как электрическая дуга в РТП меняется в незначительных пределах, то также мало меняется и индуктивность ванны печи при изменении напряжения и мощности, значение падения напряжения в дуге:
| (3) |
где R0 – это расплава, на который горит дуга, Ом.
Заменив в уравнении (3) значение ![]() в соответствии с предыдущим выражением, получим:
в соответствии с предыдущим выражением, получим:
 . . | (4) |
Уравнение (4) позволяет определить активное сопротивление расплава ![]() , на который горит дуга, при известном значении
, на который горит дуга, при известном значении ![]() . В выражении (4) кроме R0 присутствует еще одна неизвестная величина – отношение Iд/Iэ. Для его определения может быть использовано относительное содержание в токе, проходящем через электроды, гармонической составляющей с частотой 100 Гц.
. В выражении (4) кроме R0 присутствует еще одна неизвестная величина – отношение Iд/Iэ. Для его определения может быть использовано относительное содержание в токе, проходящем через электроды, гармонической составляющей с частотой 100 Гц.
Присутствие в составе тока четных гармоник и, прежде всего, гармонической составляющей с частотой 100 Гц (асимметрия осциллограмм тока относительно оси абсцисс) возможно лишь при наличии в цепи элемента, электрическое сопротивление которого зависит от направления тока, т.е. при наличии вентильного эффекта. Этот эффект связан с горением дуги переменного тока и химическим взаимодействием электрода с расплавом. В результате во вторичной цепи возникает ЭДС постоянного тока, направление и величина которого зависят от степени развития химических реакций на поверхности электродов и степени развития электрической дуги.
Природа существования ЭДС постоянного тока, вызванной химическим взаимодействием электрода с расплавом состоит в том, что при работе РТП на переменном токе в один полупериод углерод части электрода, находящийся в расплаве, реагирует с ионами расплава более интенсивно, чем в соседних полупериодах.
Электрическая дуга переменного тока при определенных условиях обладает выпрямляющим (вентильным) эффектом, который проявляется в том, что при изменении полярности дуги меняется ее сопротивление, т.е. в один полупериод среднее напряжение дуги выше, чем в следующий за ним полупериод. Причиной возникновения вентильного эффекта является различная эмиссия электронов с поверхности, точнее из катодных пятен электродов, между которыми горит дуга.
В результате, содержание в токе гармонической составляющей с частотой 100 Гц определяется по формуле:
| (5) |
где ![]() – гармоническая составляющая тока электрода с частотой 100 Гц, А;
– гармоническая составляющая тока электрода с частотой 100 Гц, А; ![]() ,
, ![]() – постоянные, зависящие от характера реакций при химическом взаимодействии электродов с расплавом и с условиями горения дуги соответственно, В;
– постоянные, зависящие от характера реакций при химическом взаимодействии электродов с расплавом и с условиями горения дуги соответственно, В; ![]() – ток шунта, А;
– ток шунта, А; ![]() – ток дуги, А;
– ток дуги, А; ![]() ,
, ![]() – коэффициенты пропорциональности.
– коэффициенты пропорциональности.
Если дуга шунтирована сопротивлением шихты и расплава, то относительное содержание в токе гармонической составляющей с частотой 100 Гц будет определяться выражением:
 . . | (6) |
Выражение (6) вместе с уравнением (4) образует систему, решение которой при известных значениях ![]() и
и ![]() , определяемых с помощью анализатора гармонического состава тока, позволяет определить электросопротивление реакционной зоны R0, распределение тока между дугой и шунтом
, определяемых с помощью анализатора гармонического состава тока, позволяет определить электросопротивление реакционной зоны R0, распределение тока между дугой и шунтом ![]() и связанные с ними технологические параметры.
и связанные с ними технологические параметры.
Так как влияние случайных факторов на процесс измерения электрических величин изучен недостаточно хорошо, то для обеспечения точности определения значения активного сопротивления расплава в работе предлагается использовать дублирование измеряемых электрических параметров. Поэтому с целью повышения достоверности предлагается проводить расчет по трем независимо измеряемым величинам: третьей и второй гармоникам тока (вариант 1, уравнения (4), (6)) и постоянной составляющей фазного напряжения (вариант 2, уравнения (7), (8)).
 , , | (7) |
| (8) |
Глубина шлаковой ванны также оказывает существенное влияние на режим электроплавки. Уровень поверхности расплавленной ванны, согласно технологической инструкции, должен оставаться в заданном пределе (2400-2700 мм). В работе предлагается использовать величину постоянной составляющей фазного напряжения (т.е. нулевую гармонику) для определения общего уровня расплава. Сущность метода определения уровня заключается в использовании полупроводникового эффекта контакта электрода с расплавом. Этот эффект состоит в том, что при работе РТП на переменном токе в один полупериод углерод части электрода, находящийся в расплаве, реагирует с ионами расплава более интенсивно, чем в соседних полупериодах.
В результате в фазном напряжении появляется постоянная составляющая, значение которой, регистрируемое специальным прибором, будет определяться выражением:
| (9) |
где ![]() и
и![]() – соответственно, ток электрода и ток шунта, т.е. ток идущий через прямой контакт электрода с расплавом, А; E – величина, определяемая изменением изобарно-изотермического потенциала (
– соответственно, ток электрода и ток шунта, т.е. ток идущий через прямой контакт электрода с расплавом, А; E – величина, определяемая изменением изобарно-изотермического потенциала (![]() ) той реакции, в которой участвует углерод электрода, В.
) той реакции, в которой участвует углерод электрода, В.
Отношение ![]() зависит от глубины ванны Н, от величины погружения электрода в расплав, т.е. тока электрода
зависит от глубины ванны Н, от величины погружения электрода в расплав, т.е. тока электрода ![]() , и от величины фазного напряжения (
, и от величины фазного напряжения (![]() ). С увеличением глубины ванны это отношение будет расти вследствие большего заглубление электрода в расплав и тем самым уменьшения степени развития дуги.
). С увеличением глубины ванны это отношение будет расти вследствие большего заглубление электрода в расплав и тем самым уменьшения степени развития дуги.
Прямыми замерами глубины ванны на печи РТП-3 для плавки медно-никелевого сульфидного сырья, функционирующей на комбинате «Печенганикель» ОАО «Кольская ГМК», были получены зависимости величины ![]() от тока электрода при разной глубине ванны Н, причем Н1<Н2<Н3 (рис. 1). Как следует из рис. 1, величина
от тока электрода при разной глубине ванны Н, причем Н1<Н2<Н3 (рис. 1). Как следует из рис. 1, величина ![]() зависит от тока электрода
зависит от тока электрода ![]() , однако угол наклона этих зависимостей обусловлен только глубиной ванны Н. В рабочих пределах изменения тока эти зависимости носят линейный характер.
, однако угол наклона этих зависимостей обусловлен только глубиной ванны Н. В рабочих пределах изменения тока эти зависимости носят линейный характер.
 |
| Рис. 1. Зависимость постоянной составляющей фазного напряжения от тока электрода при разной глубине Н (мм) расплава на печи РТП-3 |
Глубина ванны и количество расплава в ней могут быть определены по величине наклона зависимости ![]() от тока, т.е. в соответствии с зависимостью:
от тока, т.е. в соответствии с зависимостью:
| (10) |
где ![]() - отношение изменения тока (
- отношение изменения тока (![]() ) при изменении постоянной составляющей на величину
) при изменении постоянной составляющей на величину ![]() (производная тока по значению постоянной составляющей); k – коэффициент пропорциональности.
(производная тока по значению постоянной составляющей); k – коэффициент пропорциональности.
Преимущества этого способа определения глубины ванны состоят как в возможности непрерывного и точного контроля, так и в безопасности его осуществления.
Таким образом, применение комплексных электрических характеристик представляется обоснованным и более точным, чем используемые в данный момент субъективные методы определения параметров состояния. Гармонический анализ тока и напряжения электродов позволяет диагностировать отклонения в ходе технологического процесса уже на начальной стадии и своевременно изменять его параметры: ток перемещением электродов, напряжение переключением ступеней напряжения трансформатора, уровень расплава – загрузкой сырья и выпуском продуктов плавки.
2. С целью повышения качества управления процессом руднотермической плавки сульфидного медно-никелевого сырья следует использовать структуру системы управления, полученную путем введения дополнительных блоков стабилизации тока, активного сопротивления и уровня расплава, блоков управления перепуском электродов и переключения ступеней трансформатора.
Наилучшие показатели технологического процесса электроплавки могут быть достигнуты при соблюдении следующих требований: оптимальный электрический режим работы электропечи; поддержание в печи необходимой высоты шлакового и штейнового слоев; своевременная загрузка в печь шихты; своевременный выпуск расплавленных продуктов плавки. Задача системы управления сводится к поддержанию на оптимальном уровне критерия, который учитывает основные параметры, характеризующие процесс, а также к поддержанию в ходе управления процессом в реальном времени оптимального: электрического режима, длины рабочей части электродов, уровня шлака и штейна в ванне.
В качестве критерия управления процессом электроплавки медно-никелевого сульфидного сырья предлагается использовать величину производительности печной установки при ограничении на величины сопротивления и уровня расплава.
| (12) |
где ![]() – производительность печной установки, т/ч ;
– производительность печной установки, т/ч ;![]() – уровень расплава в ванне, м;
– уровень расплава в ванне, м; ![]() ,
, ![]() – пределы допустимых значений уровня расплава, м;
– пределы допустимых значений уровня расплава, м; ![]() ,
, ![]() – текущее и эталонное значения активного сопротивления ванны соответственно, Ом;
– текущее и эталонное значения активного сопротивления ванны соответственно, Ом; ![]() - отклонение активного сопротивления ванны от эталонного значения, Ом.
- отклонение активного сопротивления ванны от эталонного значения, Ом.
Увеличение производительности достигается соблюдением оптимального режима процесса, т.е. стабилизацией степени развития дуги, сопротивления и уровня расплава. Степень развития дуги целесообразно определять по величине третьей гармонической составляющей тока и корректировать изменением электрического режима. Поддержание сопротивления расплава осуществляется перемещением электродов, т.е. изменением тока. Поддержание уровня расплава достигается за счет баланса загрузки шихты и выпуска продуктов плавки.
Для управления технологическим процессом электроплавки медно-никелевого сульфидного сырья предлагается использовать следующую структуру (рис. 2), состоящую из руднотермической печи, блока обработки измерений, подсистемы управления, блока расчета математической модели и блока формирования управляющих воздействий. В блоке расчета математической модели производится расчет состава продуктов. С помощью усовершенствованной математической модели на основе гармонического анализа также рассчитываются электрические параметры процесса (сопротивление расплава).


Рис. 2. Структура системы управления.
Блок обработки измерений предназначен для анализа достоверности измеряемых параметров. Исходными данными являются значения контролируемого параметра, длительность интервала измерений и величина шага измерения. На основе расчета среднеквадратического отклонения недостоверные параметры отбрасываются, а для остальных рассчитывается среднее значение на измеряемом интервале. В качестве измеряемых значений могут быть относительные содержания в токе второй и третьей гармоник, постоянная составляющая напряжения, уровень расплава в ванне печи.
В блоке формирования управляющих воздействий производится стабилизация электротехнологических параметров в реальном времени. Стабилизация тока достигается путем перемещения электрододержателей вверх-вниз для минимизации отклонения текущего значения тока от номинального. Если при управлении процессом достигаются предельные значения перемещения электродов, то осуществляют переход на соответствующую (пониженную или повышенную) ступень печного трансформатора, а электроды устанавливают в положение, соответствующее необходимому значению тока для заданной мощности. При этом по принципу обратной связи осуществляют постоянный контроль над степенью развития электрической дуги по величине относительного содержания третьей гармонической составляющей тока электрода.

Постоянство сырья в течение определенного промежутка времени, и большая инерционность печи позволяют рассматривать процесс как стационарный. Сравнение фактических значений сопротивления и уровня расплава с оптимальными для данного процесса при конкретном составе шихты позволяет определить отклонения от нормы () указанных параметров, которые теоретически должны быть равны нулю при стационарном режиме.
В ходе численного моделирования была выявлена зависимость активного сопротивления расплава от тока электрода (рис.3).
Таким образом, устранение отклонения сопротивления ванны от заданного для достижения оптимального режима плавки осуществляется изменением тока путем перемещения электродов, а при достижении крайних положений электрододержателя изменением напряжения посредством переключения ступеней трансформатора.
Исследование характера изменения постоянной составляющей напряжения на промышленном объекте позволили предложить способ определения моментов начала и окончания перепуска электродов на основе связи между степенью развития дуги и значением нулевой гармоники. Зная среднее значение постоянной составляющей фазного напряжения на измеряемом интервале при минимальных и максимальных длинах рабочих концов электродов, можно давать по достижении этих значений команду на перепуск электродов. Расчет величины перепуска осуществляется по следующей формуле:
| (13) |
где ![]() – изменение постоянной составляющей между соседними перепусками электродов, В,
– изменение постоянной составляющей между соседними перепусками электродов, В, ![]() и
и ![]() – значения постоянной составляющей, при которых начинают и заканчивают перепуск электродов, соответственно, В.
– значения постоянной составляющей, при которых начинают и заканчивают перепуск электродов, соответственно, В.
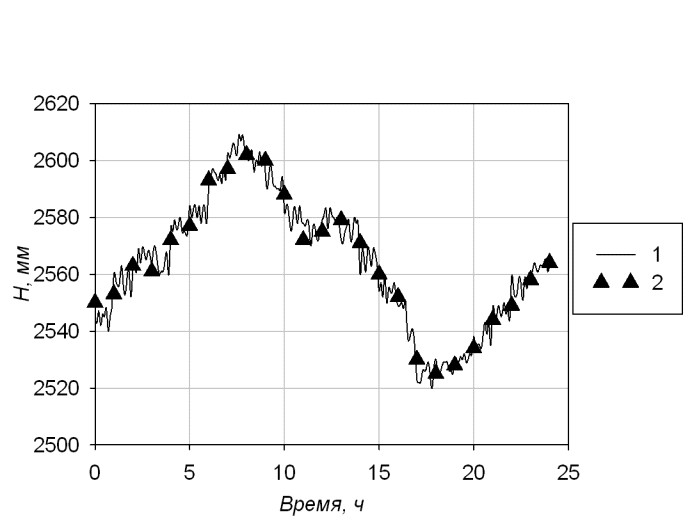
Стабилизация уровня расплава в ванне достигается балансом масс загружаемой шихты и выпускаемых из печи продуктов плавки. Измерение уровня ванны осуществляется на основе метода, рассмотренного в первом положении. На рис. 4. представлено сравнение результатов измерения традиционным способом (с помощью ломиков) и с использованием гармонического анализа напряжения.
 Рис.5. Блок-схема алгоритма работы системы управления процессом электроплавки сульфидного медно-никелевого сырья.
Рис.5. Блок-схема алгоритма работы системы управления процессом электроплавки сульфидного медно-никелевого сырья.
На рис. 5 представлена блок-схема алгоритма управления процессом плавки медно-никелевого сульфидного сырья в руднотермической печи, включающего в себя алгоритмы расчета загрузки, стабилизации тока, обработки измеренных значений, стабилизации сопротивления и уровня ванны, управления переключением ступеней трансформатора.
Алгоритмы разработанной системы управления программно реализованы на ЭВМ и могут быть использованы при проектировании системы управления РТП для получения штейна или аналогичных производств. В результате численного моделирования алгоритмов управления получены различные варианты управляющих воздействий при разных отклонениях значений параметров процесса от заданных.
Анализ работы системы управления позволяет сделать вывод о том, что стабилизация электротехнологического режима на основе выбранного критерия обеспечивает повышение качества функционирования руднотермической печи. Относительная ошибка измерения контролируемых параметров не превышает 6 %.
ЗАКЛЮЧЕНИЕ
Диссертация представляет собой законченную научно-квалификационную работу, в которой содержится новое решение актуальной для металлургии задачи управления процессом плавки медно-никелевого сульфидного сырья в руднотермической печи.
Выполненные автором исследования позволяют сделать следующие выводы:
1. Разработана и реализована в программном продукте математическая модель процесса электроплавки медно-никелевого сульфидного сырья на базе уравнений материально-энергетических балансов, а также электрических характеристик, которая позволяет осуществлять расчет состава продуктов плавки, удельный расход электроэнергии, а также активное сопротивление расплава.
2. Обосновано изменение величины постоянной составляющей напряжения, зависящей от положения рабочего конца электрода относительно уровня ванны, что влияет на развитие дугового режима, на основании чего предложен метод определения начала и окончания перепуска электродов. Это дает возможность управлять процессом перепуска с большей точностью, чем существующие методы.
3. Разработан метод непрерывного контроля уровня расплава с использованием нулевой гармоники фазного напряжения, позволяющий вести процесс при глубине шлаковой ванны, соответствующей технологической инструкции.
4. Разработан способ управления работой руднотермической печи, основанный на непрерывном контроле постоянной составляющей фазного напряжения, который включает в себя прогнозирование обрушений шихты и принятие соответствующих мер по их устранению (заявка на изобретение «Способ управления работой руднотермической печи» №2009120954 от 02.06.2009 г.).
5. Численное моделирование алгоритмов управления показало, что разработанная система управления на основе модифицированной математической модели обеспечивает заданное распределение энергии в ванне печи, позволяет поддерживать заданное активное сопротивление и уровень расплава. Относительная ошибка измерения контролируемых параметров не превосходит 6 %.
По теме диссертации опубликованы следующие работы:
- Педро А.А. Влияние гармонической составляющей с частотой 100 Гц в токе электрода на работу руднотермической печи / А.А. Педро, И.Н. Белоглазов, В.В. Васильев // «Металлург». М.: Металлургиздат, 2009. №5. – С. 63-66.
- Педро А.А. Характер постоянной составляющей фазного напряжения руднотермических печей для получения фосфора и карбида кальция / А.А. Педро, В.В. Васильев // Записки Горного института. Том 177. – СПб, 2008. – С. 156-160.
- Васильев В.В. Автоматизированная система управления руднотермической печью на основе гармонического анализа тока и напряжения электродов // Компьютерное моделирование при оптимизации технологических процессов электротермических производств: Сб. тр. научно-техн. совещ. «Электротермия-2010». – СПб, 2010. – С. 69-72.
- Педро А.А. Управление электродными печами на основе характеристик электрической дуги / А.А. Педро, М.П. Арлиевский, И.Н. Белоглазов, Д.А. Павлюк, В.В. Васильев / под ред. И.Н. Белоглазова // СПб.: Роза мира, 2009. – 97 с.