

Автоматизация распознавания локальных дефектов поверхностного слоя колец подшипников с применением вейвлет-преобразований при вихретоковом контроле в системе мониторинга
На правах рукописи
ПЧЕЛИНЦЕВ Дмитрий Олегович
Автоматизация распознавания локальных дефектов поверхностного слоя колец подшипников
с применением вейвлет-преобразований
при вихретоковом контроле в системе мониторинга
Специальность 05.13.06 – Автоматизация и управление технологическими
процессами и производствами (в машиностроении)
АВТОРЕФЕРАТ
диссертации на соискание ученой степени
кандидата технических наук
Саратов 2009
Работа выполнена в Государственном образовательном учреждении
высшего профессионального образования
«Саратовский государственный технический университет»
| Научный руководитель | - кандидат технических наук, доцент Игнатьев Станислав Александрович |
| Официальные оппоненты | - доктор технических наук, профессор Иващенко Владимир Андреевич - кандидат технических наук Горбунов Владимир Владимирович |
| Ведущая организация | - ЗАО «Научно-производственный комплекс прецизионного оборудования», г. Саратов. |
Защита состоится 16 декабря 2009 г. в 13.00 часов на заседании диссертационного совета Д 212.242.02 при Саратовском государственном техническом университете по адресу: 410054, г.Саратов, ул. Политехническая, 77, корп.1, ауд. 319.
С диссертацией можно ознакомиться в научно-технической библиотеке ГОУ ВПО «Саратовский государственный технический университет».
Автореферат разослан « » ноября 2009 г.
Ученый секретарь
диссертационного совета А.А.Игнатьев
ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ
Актуальность работы. При производстве подшипников особую важность приобретают точное соблюдение технологического процесса (ТП) и контроль параметров качества шлифованных поверхностей деталей подшипников, которые можно разделить на две группы: геометрические и физико-механические. Геометрические параметры точности контролируются непосредственно метрическими измерениями детали, для контроля же физико-механических параметров применяются: травление, магнитно-порошковый и другие. Наиболее эффективным и перспективным с точки зрения автоматизации представляется вихретоковый метод, подробно рассмотренный в работах Дорофеева А.Л., Казаманова Ю.Г., Соболева В.С., Шкарлета Ю.М. и других ученых, изучавших электромагнитную дефектоскопию деталей. Ранее проведенные исследования осложнялись отсутствием необходимых вычислительных мощностей, что тормозило их ход. Однако эффективность использования данного метода в настоящее время показана в ряде работ, в том числе выполненных в СГТУ.
Анализ данных вихретокового контроля требует от оператора большой концентрации, высокой квалификации и хороших навыков работы с конкретным прибором. Из-за особенностей субъективного восприятия информации может значительно снижаться качество результатов контроля. В связи с этим при организации вихретокового контроля необходимо стремиться минимизировать влияние человеческого фактора, повысив эффективность контроля за счет разработки и применения методов автоматизированного поиска и классификации дефектов поверхностного слоя деталей подшипников. Которые, в свою очередь, будучи интегрированы в систему мониторинга технологических процессов (СМТП) в роли обратной связи, повышают ее эффективность, что в конечном итоге положительно влияет на качество конечной продукции. В СГТУ тема вихретокового метода контроля в СМТП производства деталей подшипников отражена в работах А.А. Игнатьева, В.В. Горбунова, а также в кандидатских диссертациях С.А. Игнатьева, О.В. Волынской, Е.В. Карпеевой, и А.Р. Бахтеева, однако имеющиеся автоматизированные системы вихретокового контроля, применяемые в подшипниковой промышленности, имеют ряд недостатков и не отвечают в полной мере указанным требованиям. Поэтому, основываясь на многочисленных фактах применения вейвлет-преобразований (ВП) для анализа локальных нестационарных особенностей разнородных сигналов, представляется целесообразным использовать данные ВП сигнала вихретокового преобразователя (ВТП) для выделения и распознавания локальных дефектов поверхностного слоя деталей подшипников.
Таким образом, повышение эффективности вихретокового метода контроля качества шлифованной поверхности колец подшипников за счет автоматизации поиска и распознавания типичных локальных дефектов поверхностного слоя, разработку необходимых методов анализа данных вихретокового контроля, позволяющих повысить качество результатов контроля, и использование полученных результатов в СМТП следует считать актуальной задачей.
Цель работы – совершенствование контроля качества шлифованной поверхности колец подшипников путем разработки метода автоматизированного поиска и распознавания локальных дефектов поверхностного слоя на основе анализа сигнала вихретокового преобразователя с использованием вейвлет-преобразований для последующей интеграции в систему мониторинга процесса шлифования. В соответствии с поставленной целью в работе решен ряд задач, направленных на разработку необходимых методов и алгоритмов.
Научная новизна работы заключается в следующем:
- Разработан метод автоматического выявления и распознавания типичных локальных дефектов поверхностей качения колец подшипников на основе анализа данных вейвлет-преобразования сигнала вихретокового датчика и методов теории распознавания образов.
- Обоснована методика применения вейвлет-преобразования для выделения участков сигнала ВТП, соответствующих локальным дефектам поверхностного слоя колец подшипников, вычисления классификационных признаков дефектов и применения многослойной нейронной сети в качестве классификатора, обученной с применением эталонных данных.
- Создан программный модуль, автоматически выделяющий из сигнала ВТП и распознающий локальные прижоги, метальные трещины и трооститные пятна по предложенным геометрическим классификационным признакам с передачей данных в систему мониторинга технологического процесса шлифования.
Методы и средства исследования. В основе проведенных исследований лежат методы теории автоматического управления, аппарат вейвлет-преобразований, теория распознавания образов. Обработка результатов вихретокового контроля велась с использованием специально разработанного программного обеспечения в среде MATLAB R2008a с использованием Wavelet Toolbox и Neural Network Toolbox. Экспериментальные исследования проводились с использованием автоматизированной системы вихретокового контроля (АСВК) на базе прибора вихретокового контроля ПВК-К2М в производственных условиях ОАО «Саратовский подшипниковый завод».
Практическая ценность и реализация результатов работы. Разработка методов автоматизации контроля качества шлифованной поверхности по данным вихретокового контроля проводилась в ОАО «Саратовский подшипниковый завод» в рамках задачи совершенствования автоматизированных средств контроля для системы мониторинга ТП и развития АСУ ТП предприятия.
На основе данных из СМТП осуществляется корректировка технологических процессов для снижения количества дефектов поверхностного слоя колец подшипников, которая выражается, в том числе, уточнением требований к качеству заготовок, и предварительным технологическим операциям (до финишного шлифования).
Разработанный на основе предложенных алгоритмов обнаружения и распознавания дефектов программный модуль расширяет возможности АСВК, позволяя обнаружить и распознать с высокой степенью достоверности основные типы дефектов поверхностного слоя контролируемых деталей, что снижает процент брака на 10-12%. Этот факт подтвержден соответствующими актами внедрения на ЗАО «НПК ПО» и ООО «НПП Подшипник-СТОМА» (Саратов).
Апробация работы. Основные положения работы докладывались на 5 конференциях различного уровня: V Международной научно-технической конференции «Прогрессивные технологии в современном машиностроении» (Пенза, 2009), Всероссийских: «Инновации и актуальные проблемы техники и технологий» (Саратов, 2009), «Высокие технологии в машиностроении» (Самара, 2008), «Совершенствование техники, технологий и управления в машиностроении» (Саратов, 2009), региональной конференции «Молодые ученые науке и производству» (Саратов, 2008), и на заседаниях кафедры «Автоматизация и управление технологическими процессами» СГТУ в 2008-2009 гг.
Публикации. По теме диссертации опубликовано 10 работ, в том числе 1 статья в журнале, включенном в перечень ВАК РФ; 5 статей опубликованы без соавторов.
Структура и объем диссертации. Диссертация состоит из введения, четырех глав, заключения, списка использованной литературы и приложения. Диссертация содержит 154 страницы, 49 рисунков, 6 таблиц, библиографический список из 117 наименований.
На защиту выносятся:
- Метод автоматического выявления и распознавания типичных локальных дефектов поверхностного слоя колец подшипников на основе анализа данных вихретокового контроля с применением ВП.
- Методика применения ВП для выделения участков сигнала ВТП, соответствующих локальным дефектам поверхностного слоя колец подшипников, вычисления геометрических классификационных признаков дефектов и их классификации с помощью многослойной нейронной сети, обученной с применением эталонных данных.
- Программный модуль, автоматически выделяющий из сигнала ВТП и распознающий локальные прижоги, метальные трещины и трооститные пятна, с возможностью передачи данных в СМТП шлифования.
- Результаты экспериментальных исследований и практического использования результатов применения разработанного автоматического программного модуля в СМТП шлифования колец подшипников.
СОДЕРЖАНИЕ РАБОТЫ
Во введении обосновывается актуальность темы, сформулированы цель, решаемые задачи, научная новизна, практическая ценность работы, приведена реализация результатов, представлены основные научные положения, выносимые на защиту.
В первой главе дано понятие мониторинга ТП, определено его значение для системы менеджмента качества продукции, рассмотрены основные методы неразрушающего контроля поверхностного слоя деталей в подшипниковом производстве и возможность их автоматизации. Обоснован выбор использования вихретокового контроля в качестве основного метода контроля поверхностного слоя деталей подшипников. Приведен обзор современных автоматизированных аппаратно-программных средств вихретокового контроля, проанализированы методы идентификации и распознавания неоднородностей в вихретоковой дефектоскопии материалов и изделий, дан анализ основных причин возникновения различных типов дефектов поверхностного слоя шлифованных деталей подшипников.
В настоящее время все более интенсивное использование вычислительной техники и возрастающие мощности современных компьютеров способствуют внедрению автоматизированной обработки результатов вихретокового контроля. Примерами этого являются различные приборы и установки по вихретоковому контролю различных деталей подшипников (как отечественные, так и зарубежные).
Ряд работ, посвященных применению вихретокового метода, выполнен в СГТУ. Так, например, в работе О.В. Волынской выявлялись периодические дефекты поверхностного слоя деталей подшипников с помощью применения Фурье-преобразования к сигналу ВТП. Однако применение подобной методики не позволяет выявлять локальные дефекты поверхности деталей подшипников. В работе А.Р. Бахтеева разработан метод сортировки деталей подшипников по степени неоднородности поверхностного слоя и распознавание дефектов путем анализа изображений, составленных с помощью обработки сигнала ВТП. Вследствие особенностей алгоритма формирования карт неоднородностей поверхностного слоя деталей подшипников было выявлено большое количество классов кластеризации изображения, ряд которых неоднозначно описывают тип обнаруженных неоднородностей.
Анализ научно-технической информации показал перспективность использования для поставленных задач аппарата вейвлет-преобразований как для локализации неоднородностей в сигнале, так и для последующего выделения классификационных признаков для каждого из альтернативных классов распознаваемых дефектов. Также сделан вывод о целесообразности использования для автоматизации процесса распознавания теории нейронных сетей, зарекомендовавших себя в качестве надежного инструмента при распознавании образов.
Вторая глава посвящена разработке метода автоматизированного распознавания локальных дефектов поверхности качения колец подшипников при вихретоковом методе контроля с применением вейвлет-преобразований и теории распознавания образов. Пример структуры метода для выявления и распознавания дефектов поверхностного слоя деталей подшипников на основе данных вихретокового контроля и его связь с СМТП представлена на рис. 1.
При разработке метода автоматического выявления и распознавания дефектов поверхностного слоя деталей подшипников предварительно проводится обучающий эксперимент, который состоит из нескольких этапов. Первоначально устанавливается, какие дефекты будут в дальнейшем распознаваться с помощью реализуемой методики. Далее отбираются эталонные детали, содержащие требуемые дефекты, т.е. такие детали, наличие дефектов в которых подтверждено альтернативными методами контроля: травлением, магнитопорошковым методом и т.п. Эти детали подвергаются вихретоковому контролю с помощью установки, с помощью которой в дальнейшем планируется осуществлять автоматический вихретоковый контроль подобных деталей. Полученные вихретоковые образы деталей сверяются с классификатором неоднородностей, внедренным на производстве. Далее с помощью предложенных алгоритмов математической обработки сигнала ВТП формируются эталонные оценки качества колец, которые используются как признаки распознавания при классификации исследуемых дефектов.
После проведения обучающего эксперимента программно реализуется предлагаемая методика по выявлению и распознаванию дефектов поверхностного слоя деталей подшипников, посредством которой для каждой детали вычисляются количественные оценки качества поверхностного слоя и путем сравнения с эталонными значениями оценок, полученных в ходе обучающего эксперимента, автоматически принимается заключение о наличии и типе дефекта, а также общем качестве поверхностного слоя.
Как известно, метод вихревых токов основывается на взаимодействии электромагнитного поля и исследуемого изделия или материала. Учитывая это,  можно сказать, что теоретическую основу метода составляют решения обширного класса электродинамических задач определения поля датчика и величин, характеризующих взаимодействие между ним и исследуемым телом. Поэтому исходными уравнениями в теории метода вихревых токов являются классические уравнения электродинамики Максвелла. При решении системы уравнений Максвелла используется вектор-потенциал магнитного поля
можно сказать, что теоретическую основу метода составляют решения обширного класса электродинамических задач определения поля датчика и величин, характеризующих взаимодействие между ним и исследуемым телом. Поэтому исходными уравнениями в теории метода вихревых токов являются классические уравнения электродинамики Максвелла. При решении системы уравнений Максвелла используется вектор-потенциал магнитного поля ![]() , который в точках, принадлежащих измерительной катушке ВТП, определяется по известной формуле
, который в точках, принадлежащих измерительной катушке ВТП, определяется по известной формуле
 (1)
(1)
где ![]() - соответственно удельная электрическая проводимость в точке бездефектного объекта контроля и в той же точке объекта контроля с дефектом;
- соответственно удельная электрическая проводимость в точке бездефектного объекта контроля и в той же точке объекта контроля с дефектом; ![]() - соответственно напряженность электрического поля в точке бездефектного объекта контроля и в той же точке объекта контроля с дефектом;
- соответственно напряженность электрического поля в точке бездефектного объекта контроля и в той же точке объекта контроля с дефектом; ![]() - объем объекта контроля;
- объем объекта контроля; ![]() - объем дефекта;
- объем дефекта; ![]() - расстояние между точкой наблюдения Q измерительной катушки и точкой M, принадлежащей объекту контроля.
- расстояние между точкой наблюдения Q измерительной катушки и точкой M, принадлежащей объекту контроля.
Из формулы (1) видно, что сигнал ВТП зависит от размеров дефекта (![]() ) и удельной электрической проводимости в точке бездефектного объекта контроля (
) и удельной электрической проводимости в точке бездефектного объекта контроля (![]() ) и в той же точке объекта контроля с дефектом (
) и в той же точке объекта контроля с дефектом (![]() ). Это позволяет обосновать различие сигналов ВТП при наличии в контролируемой поверхности дефектов различных видов и геометрической формы. Различие характеристик сигналов ВТП дефектных и бездефектных областей позволяет произвести детектирование и локализацию сигналов дефектов, а также классификацию дефектов по видам.
). Это позволяет обосновать различие сигналов ВТП при наличии в контролируемой поверхности дефектов различных видов и геометрической формы. Различие характеристик сигналов ВТП дефектных и бездефектных областей позволяет произвести детектирование и локализацию сигналов дефектов, а также классификацию дефектов по видам.
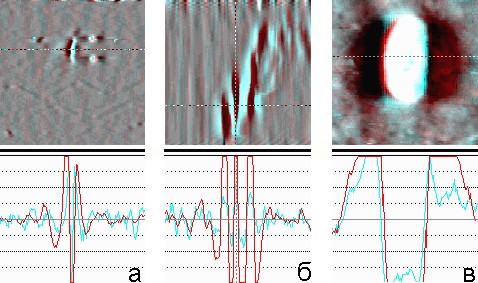
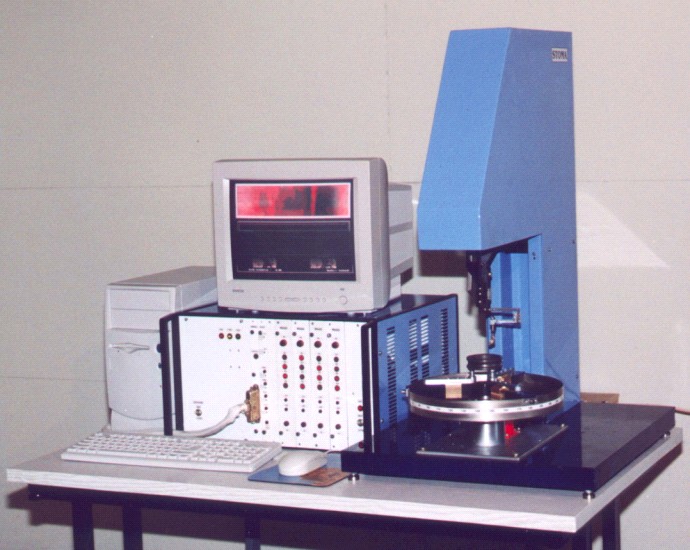
В нашем случае, сигнал с ВТП получен с помощью прибора вихретокового контроля ПВК-К2М (рис. 2, совместная разработка ОАО «СПЗ», ГУНТП «СТОМА» и СГТУ), и представляет собой дискретный набор значений для двух каналов – амплитудного и фазового. Таким образом, сигнал описывается двумя матрицами размера m![]() n, где число строк m является количеством отсчетов сигнала, полученного с вихретокового датчика при его движении по поверхности детали в течение одного оборота, а n равно количеству оборотов. Следовательно, если дефект пересекает несколько дорожек, то он оставит след на каждой из них примерно в одном месте. Поэтому является целесообразным изучать сигнал вдоль дорожек, двигаясь по столбцам в матрице сигнала сверху вниз. В ходе экспериментальных исследований различных колец подшипников выявились три наиболее часто встречающихся локальных дефекта колец подшипников – метальная трещина, прижог, трооститное пятно (рис.3).
n, где число строк m является количеством отсчетов сигнала, полученного с вихретокового датчика при его движении по поверхности детали в течение одного оборота, а n равно количеству оборотов. Следовательно, если дефект пересекает несколько дорожек, то он оставит след на каждой из них примерно в одном месте. Поэтому является целесообразным изучать сигнал вдоль дорожек, двигаясь по столбцам в матрице сигнала сверху вниз. В ходе экспериментальных исследований различных колец подшипников выявились три наиболее часто встречающихся локальных дефекта колец подшипников – метальная трещина, прижог, трооститное пятно (рис.3).
Задачу автоматизации распознавания дефектов деталей подшипников, можно условно разделить на две части. Первая часть – это локализация дефекта путем нахождения его границ в матрицах сигнала, вторая – собственно распознавание выделенного дефекта. Рассмотрим каждую часть отдельно.
Исследуемый сигнал дискретен, следовательно, для его анализа целесообразно использовать дискретное вейвлет-преобразование (ДВП) в качестве основного инструмента метода.
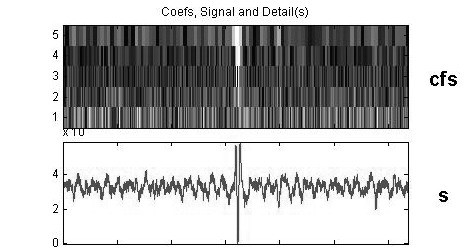
Локальные дефекты отображаются в сигнале как резкие кратковременные всплески с большой амплитудой, поэтому они лучше всего видны при визуализации детализирующих коэффициентов ВП сигнала. На рис. 4 отчетливо виден след дефекта (метальная трещина) на последних уровнях разложения.
Таким образом, исследуя детализирующие коэффициенты вейвлет-разложения амплитудной и фазовой составляющей сигнала, можно локализовать дефект, определив его границы во временной реализации. Алгоритм локализации дефектов состоит в следующем. Анализируя результаты быстрого вейвлет-преобразования (БВП) амплитудной и фазовой составляющей сигнала ВТП, выбирается уровень разложения с наибольшим отношением максимальная амплитуда/средняя амплитуда в флуктуационной части уровня. Далее выбранный уровень детализирующих коэффициентов фильтруется от высоких частот. На выходе операции фильтрации получаем ряд, в котором ищутся пики сигналов, превышающие пороговое значение p = max(s)0.75, найденное экспериментально. По границам этих пиков находятся границы выделения в исследуемых столбцах матриц сигнала. В случае перекрытия полученных границ применяется специально разработанный алгоритм «сращивания», который объединяет дефектные области.
Вследствие того, что размер зон неоднородностей различается по геометрическим характеристикам: глубине, площади, размерам зон напряжения и т.д., вырезанные описанным способом сигналы дефектов имеют различную длину и различные амплитудные характеристики. Стоит отметить, что один и тот же тип дефектов имеет внутри своего класса сходную форму сигнала, что позволяет отличать один тип от другого.
Перед этапом распознавания возникает необходимость масштабирования и приведения сигналов дефектов к одной длине, равной 2n. В нашем случае это 64 отсчета. Для этого был создан алгоритм масштабирования на основе БВП с материнским вейвлетом Добеши седьмого порядка. Результаты работы этого алгоритма для исследуемых дефектов приведены на рис. 5.

Рис. 5. Форма сигналов с ВТП локализованных дефектов: метальная трещина (а), прижог (б), трооститное пятно (в). Сплошная линия – амплитудная, штрихпунктирная – фазовая составляющие сигнала
Вторая часть задачи – распознавание дефектов – базируется на различиях упорядоченной совокупности признаков распознавания, которые традиционно формируют на основе полученных в результате наблюдений различных параметров классифицируемого объекта.
Важнейшей задачей процесса распознавания является определение набора признаков Y1, Y2,..., YR, то есть формирование признакового пространства таким образом, чтобы при минимально возможной размерности R обеспечить требуемую достоверность классификации. В нашем случае для выявления классификационных признаков сигнал, представляющий дефект детали подшипника, раскладывается с помощью БВП на основе вейвлета Добеши восьмого порядка до максимально возможного уровня. Затем берутся аппроксимирующие коэффициенты этого уровня и на их основе вычисляются классификационные признаки. Первым признаком является расстояние от абсолютного максимума до абсолютного минимума в полученном ряде аппроксимирующих коэффициентов (y1, y3). Вторым признаком является расстояние от абсолютного минимума до следующего (второго) максимума (y2, y4). Указанные действия производились для амплитудной (признаки y1, y2) и фазовой составляющей (признаки y3, y4) сигнала (рис. 6).
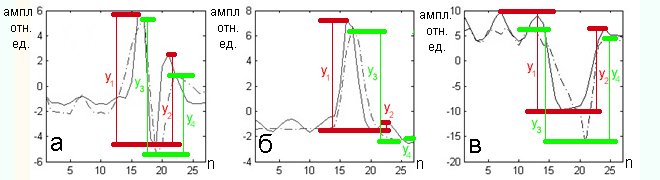 Рис. 6. Аппроксимирующие коэффициенты последнего уровня разложения сигналов локализованных дефектов: метальная трещина (а), прижог (б), трооститное пятно (в). Сплошная линия – коэффициенты разложения амплитудной, штрихпунктирная – фазовой составляющей сигнала
Рис. 6. Аппроксимирующие коэффициенты последнего уровня разложения сигналов локализованных дефектов: метальная трещина (а), прижог (б), трооститное пятно (в). Сплошная линия – коэффициенты разложения амплитудной, штрихпунктирная – фазовой составляющей сигнала
В результате для каждого сигнала был получен признаковый вектор
Yn = (y1, y2, y3, y4), состоящий из двух пар геометрических классификационных признаков, полученных из амплитудной и фазовой составляющей соответственно. С помощью классификатора и эксперта лаборатории неразрушающего контроля ОАО «СПЗ» выбраны 72 эталонных сигнала исследуемых дефектов, для которых по указанной методике вычислены классификационные признаки.
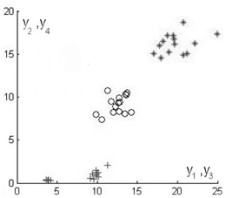
Доказательством достаточности выбранных геометрических классификационных признаков следует считать визуализацию признакового пространства (рис. 7), где наблюдается хорошая разделимость классов распознавания.
Для автоматической классификации дефектов по найденным признакам целесообразно применять аппарат нейронных сетей (НС). Данное решение продиктовано известными преимуществами классификаторов, построенных на основе перцептронного подхода, нежели на статистическом, или нечетком.
Проведенные теоретические и экспериментальные исследования показали, что изменения в структуре электромагнитного поля, обусловленные перераспределением вихревых токов в объеме материала при наличии в нем неоднородностей, содержат достаточную информацию для определения типа и места положения дефектов. На основе этого была разработана методика автоматического нахождения и распознавания дефектов поверхностей качения деталей подшипников для системы мониторинга процесса шлифования.
В третьей главе приведены результаты экспериментального исследования предложенной во второй главе методики анализа данных вихретокового контроля на основе вейвлет-преобразований и искусственных нейронных сетей, дано описание ПВК-К2М, приведены результаты разработанных методик и алгоритмов для анализа данных вихретокового контроля поверхностного слоя колец подшипников после операции шлифования.
Разработанный метод автоматического выявления и распоз-навания дефектов по-верхностного слоя де-талей подшипников реализован в виде отдельного програм-много модуля, функ-циональная схема ко-торого представлена на рис. 8.
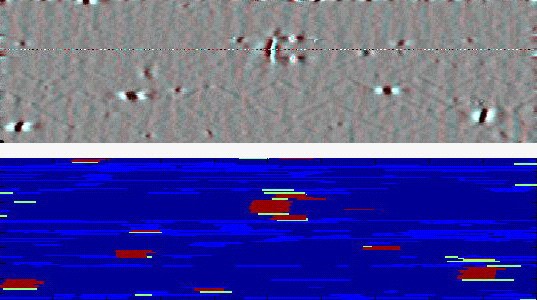
В БПОС проходит предварительная обработка сигнала ВТП. Каждая составляющая сигнала (фазовая и амплитудная) нормируется и подготавливается для дальнейшего анализа. Далее эти данные поступают в БВН, где каждый столбец данных вихретокового контроля тестируется на наличие неоднородностей. В случае выявления неоднородностей поверхностного слоя деталей подшипников из сигнала ВТП происходит выделение обнаруженной неоднородности путем указания границ неоднородности в текущем столбце. Также в БВН происходит оценка качества поверхностного слоя деталей подшипников после абразивной обработки в местах выявленной неоднородности. Пример результатов работы алгоритма выделения и оценки качества поверхностного слоя деталей подшипников в местах обнаруженных неоднородностей приведен на рис. 9.
Как видно на рис. 9, наиболее заметные дефекты поверхностного слоя, визуализированные с помощью разработанных алгоритмов, пространственно соответствуют дефектам, видимым на приведенном компьютерном вихретоковом образе. Полученные границы сохраняются в БГН, а сигнал, соответствующий отклику ВТП на неоднородность поверхностного слоя, передается в БРН, где вычисляются его классификационные признаки, и с помощью предварительно обученной на эталонных данных стандартной НС, предлагающейся в пакете Neural Network Toolbox MATLAB R2008a, классифицируются на три класса: метальная трещина, прижог и трооститное пятно. Необходимо отметить, что после обучения сеть была проверена на 310 образцах тестовых сигналов, относящихся к трем распознанным классам дефектов, также выделенных из эталонных колец. Результаты работы сети приведены в табл. 1.
Таблица 1.
Результаты классификации дефектов при помощи нейронной сети
| Вид дефекта | Процент верно распознанных дефектов |
| Метальная трещина | 95.8% (69 из 72 дефектов) |
| Прижог | 95.6% (110 из 115 дефектов) |
| Трооститное пятно | 97.5% (120 из 123 дефектов) |
| Средняя эффективность сети: | 96.3% верно распознаваемых дефектов |
В соответствии с количеством классов нейронная сеть имеет три выхода – по одному на каждый класс. При классификации каждого признакового вектора, подающегося на вход НС, на каждом из выходов НС появляется дробное положительное число из отрезка [0..1]. Например, если на выходе НС образуется тройка [0.97, 0.1, 0.2], можно говорить о том, что классифицируемый признаковый вектор принадлежит классу, ассоциированному выходом НС № 1. В случае, если максимальное значение выходной тройки чисел меньше 0.70, то считается, что рассматриваемую неоднородность распознать не удалось. Полученная информация сопоставляется в БГН с сохраненными границами неоднородности и передается в МВР, который выводит полученные результаты на экран монитора. Одновременно идет сохранение информации о распознанном дефекте в базу данных результатов.
Полный цикл работы алгоритма при анализе вихретокового сигнала одной детали подшипника, запущенный на компьютере класса Intel Core™2Duo @ 2 ГГц c 2Гб оперативной памяти по результатам проведенного эксперимента занимает в среднем 1015 секунд, что подтверждает целесообразность и эффективность использования данного алгоритма в производственных условиях.
В четвертой главе рассматривается реализация разработанных методов и алгоритмов для АСВК на базе ПВК-К2М, описан порядок работы с программой. В функциональные возможности программного модуля входят выделение и распознавание наиболее часто возникающих локальных дефектов поверхностного слоя колец подшипников, определение класса качества поверхности в местах обнаруженных неоднородностей по данным ВТП и визуализация результатов. (рис. 10).
Программный модуль создан в среде MATLAB R2008a с использованием пакетов программ Wavelet Toolbox и Neural Network Toolbox.
Таким образом, были протестированы 30 колец подшипников, каждое их которых содержало один или несколько локальных дефектов из числа рассматриваемых. Результаты приведены в табл. 2.
Таблица 2.
Результаты применения разработанного алгоритма
| Вид дефекта | Процент верно распознанных дефектов |
| Метальная трещина | 90% (9 из 10 дефектов) |
| Прижог | 92.8% (13 из 14 дефектов) |
| Трооститное пятно | 100% (10 из 10 дефектов) |
За счет высокой точности выделения экспериментальных данных и возможностью обучения на них искусственной нейронной сети, предложенный программный модуль позволяет повышать качество распознавания дефектов деталей подшипников. Модуль обеспечивает возможность передачи данных в СМТП и на верхний уровень АСУ ТП для составления отчетов пользователям различного уровня.
С использованием информации о видах выявленных дефектов, получаемой на выходе разработанного программного комплекса, в разрезе конкретных станков, рабочих смен и типов деталей производится корректировка ТП, фиксируются и устраняются известные причины рассматриваемых типовых дефектов, формируется база знаний по управлению ТП шлифования деталей различных видов подшипников. Без исключения человеческого фактора при оценке типа неоднородностей корректное формирование указанной базы знаний невозможно. Эффект от автоматизации процесса распознавания дефектов поверхности качения деталей подшипников по характеристикам сигнала вихретокового преобразователя для системы мониторинга ТП шлифования на ОАО «Саратовский подшипниковый завод» достигается в основном за счет выработки стандартных мер по устранению выявляемых типов неоднородностей: уменьшается время диагностирования станков на 10-50%, повышается результативность мер по корректировке ТП. Внедрение разработанных методов и модели анализа данных вихретокового контроля в СМТП позволяет усовершенствовать процесс контроля качества деталей подшипников и систему мониторинга ТП на предприятии.
Формируемая база знаний по устранению причин выявляемых типов дефектов помогает эффективно решать задачу обучения персонала, обслуживающего и эксплуатирующего шлифовальное оборудование. Все это позволяет реализации СМК на производстве и поднимает качество выпускаемой продукции на более высокий уровень.
ОСНОВНЫЕ ВЫВОДЫ
- Проведенный анализ методов и средств автоматизированной оценки качества поверхностного слоя деталей подшипников и распознавания локальных дефектов при вихретоковом контроле показал их недостаточную эффективность, и позволил обосновать целесообразность совершенствования методов и алгоритмов автоматического распознавания дефектов и анализа качества шлифованной поверхности деталей подшипников по данным вихретокового контроля для системы мониторинга ТП.
- Разработанный в результате теоретических и экспериментальных исследований метод автоматического выявления и распознавания локальных дефектов поверхностного слоя деталей подшипников на основе анализа данных вейвлет-преобразования сигнала ВТП и применения искусственных нейронных сетей позволяет исключить влияние «человеческого фактора» и усовершенствовать систему контроля качества шлифованной поверхности деталей подшипников.
- Разработанный алгоритм поиска и классификации рассматриваемых типов локальных дефектов на основе вейвлет-анализа сигнала ВТП позволяет выявить и распознать с высокой точностью локальные дефекты типа метальных трещин, прижогов и трооститных пятен.
- Разработанный программный модуль для расширения функциональности автоматизированная система вихретокового контроля на основе прибора ПВК-К2М позволяет выявлять неоднородности поверхностного слоя колец подшипников и на основе результатов вейвлет-анализа характеристик сигнала ВТП, распознавать локальные дефекты типа метальная трещина, прижог, трооститное пятно с помощью предварительно обученной искусственной нейронной сети, а также передавать данные в СМТП и на верхний уровень АСУ ТП.
- На этапе опытно-промышленной эксплуатации разработанного программного модуля для АСВК в системе мониторинга ТП шлифования на ОАО «СПЗ» удалось достичь уменьшения времени определения причин разладки ТП по выявляемым классам дефектов на 8-13% и снизить количество бракованных деталей на 10-12%, что позволило сократить простои оборудования, эффективно проводить корректировку ТП и повысить качество подшипников.
Основные положения и результаты диссертации опубликованы
в следующих работах:
В изданиях, рекомендованных ВАК РФ
- Пчелинцев Д.О. Метод автоматического распознавания дефектов деталей подшипников на основе вихретоковой дефектоскопии с помощью вейвлет-преобразования / Д.О. Пчелинцев, С.А. Игнатьев // Вестник Саратовского государственного технического университета. – 2009. – №3(40). – С.70-77.
В других изданиях
- Пчелинцев Д.О. Методы обработки сигнала с вихретокового преобразователя / Д.О. Пчелинцев // Молодые ученые науке и производству: мат. конф. – Саратов: СГТУ, 2008. – С.184-187.
- Пчелинцев Д.О. Методика автоматизированного выявления локальных особенностей сигналов, представленных временными рядами / С.А. Игнатьев, Д.О. Пчелинцев, А.А. Игнатьев // Автоматизация и управление в машино- и приборостроении: сб. науч. тр. – Саратов: СГТУ, 2008. – С.95-97.
- Пчелинцев Д.О. Применение вейвлет-анализа для исследования локальных нестационарных особенностей сигналов / Д.О. Пчелинцев // Автоматизация и управление в машино- и приборостроении: сб. науч. тр. – Саратов: СГТУ, 2008. – С.184-187.
- Пчелинцев Д.О. Контроль качества колец подшипников вихретоковым методом с применением вейвлет-преобразований / С.А. Игнатьев, Д.О. Пчелинцев, А.А. Игнатьев // Исследование сложных технологических систем: сб. науч. тр. – Саратов: СГТУ, 2008. – С.57-60.
- Пчелинцев Д.О. Автоматизация контроля качества деталей подшипников вихретоковым методом на основе распознавания дефектов с применением вейвлет-преобразований / С.А. Игнатьев, Д.О. Пчелинцев, А.А. Игнатьев // Высокие технологии в машиностроении: мат. Всерос. науч.-техн. интернет-конф. с междунар. участием. – Самара: СамГТУ, 2008. – С.185-187.
- Пчелинцев Д.О. Методика автоматизации распознавания локальных дефектов деталей подшипников /Д.О. Пчелинцев, С.А. Игнатьев // Исследования сложных технологических систем: сб. науч. тр. – Саратов: СГТУ, 2009. – С.159-161.
- Пчелинцев Д.О. Способы формирования признаков для распознавания дефектов деталей подшипников при вихретоковом контроле с помощью вейвлет-преобразований / Д.О. Пчелинцев // Прогрессивные технологии в современном машиностроении: сб. ст. V Междунар. науч.-техн. конф. – Пенза, 2009. – С.139-142.
- Пчелинцев Д.О. Распознавание дефектов деталей подшипников при вихретоковом контроле на основе вейвлет-преобразования / Д.О. Пчелинцев // Инновации и актуальные проблемы техники и технологий: мат. Всерос. науч.-практ. конф. молодых ученых: в 2 т. / под общ. ред. А.А. Большакова. – Саратов: СГТУ, 2009. – Т.2. – С.7-9.
- Пчелинцев Д.О. Локализация следа дефекта поверхности детали подшипника в вихретоковом сигнале с помощью вейвлет-преобразований / Д.О. Пчелинцев // Прогрессивные направления развития технологии машиностроения: сб. науч.тр. – Саратов: СГТУ, 2009. – С.225-230.