

Статистическое исследование трудоёмкости процессов деревообрабатывающего производства
На правах рукописи
Берлин Юлия Ильинична
СТАТИСТИЧЕСКОЕ ИССЛЕДОВАНИЕ ТРУДОЁМКОСТИ
ПРОЦЕССОВ ДЕРЕВООБРАБАТЫВАЮЩЕГО ПРОИЗВОДСТВА
Специальность: 08.00.12 – «Бухгалтерский учет, статистика»
Автореферат
диссертации на соискание ученой степени
кандидата экономических наук
Москва – 2009
Работа выполнена на кафедре статистики в Государственном образовательном учреждении высшего профессионального образования «Всероссийский заочный финансово-экономический институт»
| Научный руководитель: | доктор физико-математических наук, профессор КОЖЕВНИКОВА Галина Павловна |
| Официальные оппоненты: | доктор экономических наук, профессор МХИТАРЯН Владимир Сергеевич, кандидат экономических наук, профессор САФРОНОВА Вера Петровна |
| Ведущая организация: | Санкт-Петербургская государственная лесотехническая академия им. С.М. Кирова |
Защита диссертации состоится "___" _________ 2009 г. в ___ часов на заседании диссертационного совета Д 212.040.01 при ГОУ ВПО «Всероссийский заочный финансово - экономический институт» по адресу:
123995 г. Москва, ГСП, ул. Олеко Дундича, 23
С диссертацией можно ознакомиться в библиотеке ГОУ ВПО «Всероссийский заочный финансово - экономический институт»
Автореферат разослан "___" _____________ 2009 г.
Ученый секретарь
диссертационного совета Д 212.040.01
кандидат экономических наук, доцент Ситникова В.А.
I. Общая характеристика исследования
Актуальность темы исследования. Деревообрабатывающее производство как часть лесопромышленного комплекса – одна из экспортно-ориентированных, значимых отраслей, особенно для Северо-Западного региона России.
Для эффективного использования всех резервов и обеспечения стабильной работы предприятия необходимо иметь нормативы по труду, чтобы руководство могло ставить реальные задачи перед персоналом и планировать выпуск продукции. В настоящее время наиболее полная система нормативов разработана в отрасли машиностроения. Нормирование трудоёмкости процессов деревообрабатывающего производства затруднено, поскольку имеются лишь разрозненные данные о длительности отдельных технологических операций, жёстко фиксированных по ряду параметров, что не позволяет рассчитывать трудоёмкость выполнения конкретных производственных заказов без проведения экспериментальных исследований.
Вместе с тем, такие нормативы могут быть разработаны на основе методов массового статистического наблюдения и регрессионного анализа, применение которых позволяет получить статистические закономерности, устанавливающие длительность операции деревообработки в зависимости от нормообразующих факторов. Применение статистической методологии для получения таких закономерностей требует (ввиду специфики операций деревообработки) проведения значительных по объему хронометражных наблюдений в условиях как активного, так и пассивного эксперимента; использования статистического инструментария, учитывающего широкий круг нормообразующих факторов (включая размерно-качественные признаки предмета труда и личностные характеристики исполнителя операций) и особенности хронометражных данных, приводящие зачастую к нарушению классических предпосылок применяемых методов.
Недостаточная разработанность научных и методических основ и отсутствие практических рекомендаций по комплексному применению статистических методов для нахождения зависимостей длительности операций деревообработки от различных нормообразующих факторов и расчета на их основе нормативов по труду, обусловили выбор темы. Диссертационная работа посвящена исследованию информационно-аналитических основ комплексной методики статистического анализа, позволяющей построить регрессионные
оценочные модели влияния нормообразующих факторов на длительность
операций деревообработки с учетом особенностей хронометражных данных.
Степень разработанности проблемы. Проблемы изучения, прогнозирования и нормирования трудоёмкости в промышленности, в том числе деревообрабатывающей, разрабатывались в трудах М.И. Бухалкова, Б.М. Генкина, Л.Р. Бартунаева, Д.Е. Ситхиной и др. Статистическим методам изучения трудовых процессов посвящены работы сотрудников НИИ труда под руководством Е.И. Капустиной и Н.М. Римашевской, а также Р.П. Миусковой, Л.Е. Киреевой, Л. Суетиной, А.Ф. Зубковой. Применение статистических методов при изучении технологических операций деревообрабатывающего производства рассмотрено в работах Пижурина А.А.
Несмотря на достаточно большое количество исследований по проблемам трудоёмкости операций, вопросы разработки комплексной методики моделирования трудоёмкости процессов деревообработки до настоящего времени не рассматривались, и достаточного внимания информационно-алгоритмическому обеспечению этапов методики, учитывающей особенности хронометражных данных и нарушение классических условий применения методов статистического анализа, не уделялось. В частности, в работах А.И. Орлова, Н.А. Цейтлина, С.М. Лапача, Б.Ю. Лемешко и др. рассматривались вопросы статистической обработки объединенной совокупности разрозненных наблюдений и особенности применения метода корреляционно-регрессионного анализа в условиях проведения пассивного эксперимента и нарушения классических предпосылок метода, но в литературе по изучению трудовых производственных процессов эти вопросы отражения не нашли.
В свете изложенного представляется актуальной проблема разработки информационно - аналитического инструментария и алгоритмического обеспечения исследований трудоёмкости процессов деревообрабатывающего производства на основе построения регрессионных моделей, характеризующих влияние различных нормообразующих факторов на длительность операций деревообработки.
Целью диссертационного исследования является разработка и обоснование теоретических положений и практических рекомендаций по применению статистических методов в анализе трудоёмкости операций деревообрабатывающего производства на основе построения регрессионных зависимостей длительности операций от нормообразующих факторов и их применения в расчетах нормативов по труду.
Для достижения указанной цели в работе поставлены и решены следующие задачи:
- систематизировать и проанализировать существующие методы изучения трудоёмкости производственных операций;
- на основе классификации факторов, определяющих длительность трудовых операций, установить перечень нормообразующих факторов продолжительности выполнения операций деревообработки;
- сформировать факторное пространство для построения регрессионных оценочных моделей влияния отобранных нормообразующих факторов на длительность операций деревообрабатывающего производства;
- на основе анализа методологических подходов к планированию эксперимента, проведению хронометражных наблюдений, расчету критериальных показателей дескриптивной статистики, применению методов корреляционно-регрессионного анализа сформировать статистический инструментарий и разработать информационно-аналитический контент, необходимый для выполнения всех этапов исследования с учетом нарушения классических условий регрессионного моделирования;
- разработать комплексную методику построения регрессионных оценочных моделей влияния нормообразующих факторов, учитывающую особенности первичных данных, полученных в условиях проведения хронометражных наблюдений;
- сформировать алгоритмическое обеспечение разработанной методики и выбрать программную среду для реализации алгоритмов;
- с применением разработанной методики провести сбор первичных хронометражных данных о длительности операций раскроя пиломатериалов при различных значениях нормообразующих факторов и построить регрессионные оценочные модели влияния выбранных факторов на длительность;
- с помощью построенных регрессионных моделей рассчитать нормы выработки при выполнении операций раскроя пиломатериалов.
Область исследования. По своему содержанию работа соответствует пункту 3.1 паспорта специальности 08.00.12 «Бухгалтерский учет, статистика» (Методы статистического измерения и наблюдения социально-экономических явлений, обработки статистической информации, оценка качества данных наблюдений; организация статистических работ) и п. 3.3. (Методы обработки статистической информации: классификация и группировки, методы анализа социально-экономических явлений и процессов, статистического моделирования, исследования экономической конъюнктуры, деловой активности, выявления трендов и циклов, прогнозирования развития социально-экономических явлений и процессов).
Объектом исследования являются трудовые операции деревообрабатывающего производства.
Предметом исследования является влияние различных нормообразующих факторов на длительность выполнения операций деревообработки.
Методологической основой исследования послужили результаты фундаментальных и прикладных исследований отечественных и зарубежных ученых по прикладной статистике, ГОСТы и методические рекомендации по проведению наблюдений, прикладной статистике и анализу данных, а также исследования, определяющие взаимосвязь трудоёмкости с размерно-качественными параметрами предмета труда, техническими характеристиками средств труда и организации рабочего места.
Для обработки исходной информации использованы пакеты прикладных программ статистического анализа «AtteStat», «Matrixer», «Statistica», «Олимп Статэксперт».
Информационной базой исследования являются результаты многолетних статистических наблюдений длительности выполнения операций деревообработки, проведенных на восьми деревообрабатывающих предприятиях Северо-Западного региона России в период 1999-2007 гг.
Научная новизна исследования состоит в создании информационно- аналитического и алгоритмического обеспечения комплексного применения методов статистического наблюдения и регрессионного моделирования для построения оценочных моделей, характеризующих влияние нормообразующих факторов на длительность операций деревообработки и предназначенных для расчета нормативов по труду.
В результате выполненного исследования получены и обоснованы следующие положения, выносимые на защиту:
- разработана многоаспектная классификация нормообразующих факторов длительности операций деревообработки, позволяющая формировать различные факторные пространства регрессионного моделирования в зависимости от целей и задач нормирования трудоёмкости процессов деревообработки;
- выявлены контролируемые и неконтролируемые факторы, учет которых в регрессионных оценочных моделях длительности операций деревообра-
ботки обязателен;
- обосновано применение новых приёмов в анализе трудоёмкости операций деревообработки, обеспечивающих корректное построение регрессионных оценочных моделей: разбиение исходной совокупности хронометражных наблюдений на обучающую и экзаменационную выборки; применение обобщённого метода наименьших квадратов; введение в регрессионные модели фиктивных переменных (для учета влияния качественных нормообразующих факторов); расчет показателя «системного эффекта» для оценки совместного влияния всех включенных в модель факторов в целом;
- сформирован и обоснован информационно-аналитический контент, положенный в основу разработанной методики комплексного статистического анализа влияния нормообразующих факторов на длительность операций деревообработки;
- особенностью предложенной методики является использование на этапе хронометражных наблюдений активной и пассивной формы эксперимента; проведение первичной статистической обработки данных как для отдельного наблюдения, так и для объединённой совокупности различных наблюдений, применение метода корреляционно-регрессионного анализа с учётом вида эксперимента и особенностей хронометражных данных;
- для реализации этапов предложенной методики разработан комплекс процедур и алгоритмов, обоснован выбор программных средств;
- сформировано типовое факторное пространство моделирования длительности операций раскроя заготовок, включающее вид операции, модель станка, схему раскроя и типоразмеры заготовок. С применением разработанной методики получены хронометражные данные длительности операций раскроя и построен комплекс экспоненциальных регрессионных оценочных моделей влияния указанных факторов на длительность операций, предназначенный для использования в расчётах трудоёмкости процессов деревообрабатывающего производства;
- на основе построенных моделей установлена количественная мера влияния каждого из рассмотренных факторов на длительность операций раскроя; составлены таблицы длительности операций, предназначенные для расчета трудоёмкости процессов деревообработки; рассчитаны и составлены таблицы штучных и объемных нормированных сменных заданий на производство заготовок, предназначенные для оценки затрат времени на выполнение заказа, включающего определенное число заготовок заданных типоразмеров.
Теоретическая значимость работы заключается в создании информационно-аналитических основ применения статистической методологии для нахождения закономерностей, устанавливающих зависимость длительности операций деревообработки от совокупности нормообразующих факторов. Полученные результаты являются дальнейшим развитием научного направления статистических исследований по проблемам трудоёмкости и эффективности производственных процессов в конкретной предметной области.
Практическая значимость работы заключается в создании научно-обоснованной методики статистического исследования зависимости длительности операций деревообработки от нормообразующих факторов. Полученные результаты ориентированы на использование при планировании трудоёмкости и затрат времени при производстве новых видов продукции и выполнении конкретных заказов на деревообрабатывающих производствах.
Самостоятельное практическое значение имеют: комплекс построенных регрессионных оценочных моделей влияния исследованных нормообразующих факторов на длительность раскроя заготовок, позволяющий ускорить и уточнить процесс нормирования труда на деревообрабатывающих предприятиях, а также рассчитанные на основе моделей штучные и объемные сменные нормы выработки для операций раскроя заготовок.
Апробация и внедрение результатов исследования. Основные положения и результаты работы докладывались в Архангельском государственном техническом университете (АГТУ) на научно-технических конференциях (2001, 2005, 2007-2009 гг.), на международных научно-технической конференциях (г. Архангельск, 2004 и 2006 гг.).
Информационно-методическое обеспечение расчета длительности операций деревообработки и построенные регрессионные модели использованы в учебном процессе АГТУ при изучении специальных дисциплин.
Полученные штучные и объемные сменные нормы выработки при производстве заготовок внедрены на деревообрабатывающем предприятии г.Архангельска ОАО «Лесозавод № 3».
Публикации. По теме диссертационной работы опубликовано 6 научных статей общим объемом 2,5 п.л., из них одна работа опубликована в издании, рекомендованном ВАК Минобрнауки РФ.
Объем и структура работы. Основное содержание работы включает
введение, четыре главы, заключение, список использованных источников из 144 наименований. Объем работы составляет 163 страницы, включая 25 таблиц и 29 рисунков. Приложения к работе вынесены в отдельный том, включающий сформированный статистический инструментарий (макеты таблиц, алгоритмы и формулы расчета), исходные данные и результаты их статистической обработки. Объем тома-106 страниц, включая 76 таблиц и 34 рисунка.
II. Основное содержание исследования
Во введении обоснована актуальность темы, сформулированы цель и задачи исследования, определены предмет и методология исследования, раскрыты научная новизна и практическая значимость полученных результатов.
В первой главе «Трудоёмкость процессов деревообрабатывающего производства как объект статистического исследования» проводится анализ существующих методов изучения трудоёмкости операций деревообрабатывающего производства, а также нормообразующих факторов, определяющих продолжительность выполнения операций. Дана формальная постановка задачи построения регрессионных моделей, оценивающих влияние отобранных нормообразующих факторов на длительность операций деревообработки (далее - регрессионные оценочные модели).
Операции деревообрабатывающего производства по виду, как правило, являются прерывными циклическими, машинными (механизированными) или машинно-ручными. Оценка и определение величины технологической трудоемкости операций затруднены из-за большого разнообразия размерных параметров предмета труда. В случае обслуживания одним рабочим одного станка нормативы трудоёмкости и длительности операции совпадают и определяются в основном прямыми затратами оперативного времени ![]() . Оценки
. Оценки ![]() получают путем экспериментальных исследований трудовых процессов.
получают путем экспериментальных исследований трудовых процессов.
Процесс построения регрессионных оценочных моделей для того или иного набора нормообразующих факторов ![]() с учетом схемы их взаимодействия
с учетом схемы их взаимодействия ![]() может быть представлен принципиальной схемой на рис. 1, где выбор нормообразующих факторов
может быть представлен принципиальной схемой на рис. 1, где выбор нормообразующих факторов ![]() определяется конкретными задачами нормирования труда.
определяется конкретными задачами нормирования труда.
В диссертации разработана многоаспектная классификация факторов, влияющих на длительность операций деревообработки (рис. 2), позволяющая формировать различные факторные пространства ![]() в соответствии с задачами нормирования.
в соответствии с задачами нормирования.
Диссертационное исследование ограничено рассмотрением группы внут-

Рис. 1. Принципиальная схема построения регрессионных оценочных моделей длительности операции деревообработки
ренних по отношению к процессу труда факторов, зависящих от условий производства - предмета труда, вида оборудования и технологического процесса.
Основными предметами труда в деревообработке являются пиломатериалы и заготовки, типоразмеры которых (фактор ![]() ) оказывают существенное влияние на длительность операций и должны учитываться в регрессионных моделях.
) оказывают существенное влияние на длительность операций и должны учитываться в регрессионных моделях.
В конструкции любого изделия из древесины всегда присутствует заготовка в виде бруска, получаемая в зависимости от размерно-качественных характеристик пиломатериалов и заготовок при поперечном и продольном раскрое пиломатериалов (фактор ![]() ) с использованием различных моделей
) с использованием различных моделей

Рис. 2. Классификация факторов, влияющих на длительность операции деревообработки
станков (фактор ![]() ).
).
При поперечном раскрое фактор схемы раскроя ![]() (местоположение пропила), позволяет учесть число перемещений работника, которое зависит от качества пиломатериалов и соотношения длин заготовок и пиломатериалов и влияет на длительность выполнения операции.
(местоположение пропила), позволяет учесть число перемещений работника, которое зависит от качества пиломатериалов и соотношения длин заготовок и пиломатериалов и влияет на длительность выполнения операции.
Анализ показал, что в деревообработке психофизиологические характеристики исполнителя работ оказывают существенное влияние на длительность операций, поскольку обработка древесины предусматривает оценку и сравнение ее внешнего вида с требованиями нормативных документов, что приводит к информационной перегрузке органов зрения и умственной перегрузке. Следовательно, личностные характеристики исполнителя операций являются влияющим неконтролируемым фактором, который должен учитываться в регрессионных оценочных моделях. В диссертации предлагается учитывать его неявно в первичных данных путём усреднения результатов большого числа замеров на основе метода массовых наблюдений.
Таким образом, в данном исследовании для моделирования длительности операций раскроя заготовок выбраны четыре контролируемых факторных признака: вид операции (![]() ), модель станка (
), модель станка (![]() ), схема раскроя (
), схема раскроя (![]() ) и типоразмеры заготовки (
) и типоразмеры заготовки (![]() ). Факторы
). Факторы ![]() являются качественными и выражаются номинальными переменными;
являются качественными и выражаются номинальными переменными; ![]() – количественные непрерывные.
– количественные непрерывные.
Сформированное факторное пространство является типовым для операций раскроя пиломатериалов на любых деревообрабатывающих предприятиях и предлагается для построения регрессионных оценочных моделей на основе статистических данных, полученных в результате хронометражного наблюдения. При необходимости сформированное факторное пространство ![]() может быть сужено или расширено за счет учета других групп факторов, что не повлечет за собой каких-либо изменений в методике, предложенной в диссертации.
может быть сужено или расширено за счет учета других групп факторов, что не повлечет за собой каких-либо изменений в методике, предложенной в диссертации.
На основании выше изложенного задача диссертационного исследования заключается в нахождении аналитического вида многофакторных зависимостей ![]() , определяющих длительность выполнения операции:
, определяющих длительность выполнения операции:
| (1.1) |
где ![]() - длительность i-ой операции деревообработки;
- длительность i-ой операции деревообработки;
![]() - вид операции раскроя (при
- вид операции раскроя (при ![]() поперечный,
поперечный, ![]() продольный);
продольный);
![]() - модель станка (
- модель станка (![]() -ЦПА,
-ЦПА, ![]() -ЦМЭ,
-ЦМЭ, ![]() -ЦДК-5,
-ЦДК-5, ![]() -ЦДК-4);
-ЦДК-4);
![]() - схема раскроя (
- схема раскроя (![]() - один пропил по середине заготовки,
- один пропил по середине заготовки, ![]() - один пропил по краю заготовки,
- один пропил по краю заготовки, ![]() - пропилы по обоим краям заготовки).
- пропилы по обоим краям заготовки).
![]() - типоразмеры заготовки, мм (
- типоразмеры заготовки, мм (![]() -длина
-длина ![]() ,
, ![]() -ширина
-ширина ![]() ,
, ![]() -толщина
-толщина ![]() ).
).
Схема взаимодействия этих факторов конкретизирована на рис. 1.
Вторая глава «Информационно-методологическое обеспечение статистического анализа трудоёмкости процессов деревообрабатывающего производства» посвящена разработке теоретических положений и инструментария построения регрессионных моделей длительности операций деревообработки на основе экспериментальных данных. В результате анализа состояния проблемы исследования длительности трудовых операций и систематизации источников по изучению трудовых процессов и прикладной статистики представлен информационно-аналитический контент статистического исследования трудоёмкости процессов деревообрабатывающего производства, состоящих из технологических и трудовых операций.
Специфика статистического моделирования длительности операций деревообработки заключается в необходимости учета неконтролируемых факторов (определяющих личностные характеристики исполнителей), неравноточности хронометражных данных, получаемых в условиях пассивного эксперимента, а также нарушения классических условий применения методов построения регрессионных оценочных моделей. Методика статистического исследования должна учитывать указанную специфику, и, следовательно, обеспечивать соответствующий выбор вида и плана проведения хронометражного эксперимента, оценку однородности полученных результатов наблюдений и корректное применение метода корреляционно-регрессионного анализа.
Статистическое наблюдение длительности операции деревообработки проводится в форме специально-организованного, единовременного непосредственного (визуального) индивидуального сплошного (непрерывного) по времени хронометража. При изучении трудоёмкости процессов деревообрабатывающего производства необходимо измерять длительность не отдельных элементов операции (с последующим составлением наборов различных комплексов движений), а всей операции деревообработки в целом, поскольку в предмете труда при его превращении в деталь следует учитывать качественные характеристики.
В случае пассивного эксперимента неточность хронометражных данных, вызванная неконтролируемыми факторами - эмоциональным состоянием исполнителя и случайным проявлением размерно-качественных характеристик предмета труда (наличие и расположение пороков древесины), преодолевается путём применения метода массовых наблюдений с подбором существенно разных единиц наблюдения-исполнителей операции.
При малом числе факторов следует проводить полнофакторный эксперимент, при котором число наблюдений ![]() равняется числу сочетаний значений факторов.
равняется числу сочетаний значений факторов.
Необходимое число замеров ![]() в отдельном j-ом наблюдении определяется на основе пробного наблюдения при необходимой точности
в отдельном j-ом наблюдении определяется на основе пробного наблюдения при необходимой точности ![]() и уровне значимости
и уровне значимости ![]() .
.
Исследования показали, что в отдельном j-ом наблюдении ![]() для выявления среди замеров
для выявления среди замеров ![]() аномальных наиболее подходящим является критерий, основанный на эксцессе относительно центра распределения значений
аномальных наиболее подходящим является критерий, основанный на эксцессе относительно центра распределения значений ![]() и применимый для широких диапазонов
и применимый для широких диапазонов ![]() и комбинаций законов распределения замеров.
и комбинаций законов распределения замеров.
При расчете доверительных оценок ![]() следует учитывать отклонение закона распределения замеров от нормального, а также тот факт, что критерии согласия не позволяют отличить нормальное распределение от других симметричных распределений при объеме выборки менее 50. В этих условиях в диссертации предлагается оценки
следует учитывать отклонение закона распределения замеров от нормального, а также тот факт, что критерии согласия не позволяют отличить нормальное распределение от других симметричных распределений при объеме выборки менее 50. В этих условиях в диссертации предлагается оценки ![]() строить на основе непараметрической вероятностной модели с использованием значения погрешности
строить на основе непараметрической вероятностной модели с использованием значения погрешности ![]() (случайной и/или систематической) измерений
(случайной и/или систематической) измерений ![]() и квантиля стандартного нормального распределения.
и квантиля стандартного нормального распределения.
Для совокупности наблюдений ![]() необходимо провести проверку однородности совокупности
необходимо провести проверку однородности совокупности ![]() и наличия аномальных наблюдений.
и наличия аномальных наблюдений.
При проверке согласия эмпирического распределения ![]() с нормальным следует использовать несколько критериев для сложной гипотезы (все или некоторые параметры теоретического распределения неизвестны и оцениваются по выборке), выбор которых определяется в зависимости от числа наблюдений
с нормальным следует использовать несколько критериев для сложной гипотезы (все или некоторые параметры теоретического распределения неизвестны и оцениваются по выборке), выбор которых определяется в зависимости от числа наблюдений ![]() и наличия соответствующего программного обеспечения (обязательно включая критерии проверки на симметричность и эксцесс). Применение для этой цели робастных критериев сдерживается отсутствием доступного программного обеспечения.
и наличия соответствующего программного обеспечения (обязательно включая критерии проверки на симметричность и эксцесс). Применение для этой цели робастных критериев сдерживается отсутствием доступного программного обеспечения.
При выборе критерия обнаружения аномальных наблюдений в совокупности ![]() следует руководствоваться объёмом
следует руководствоваться объёмом ![]() и характером распределения совокупности наблюдений, предполагаемым числом выбросов и наличием соответствующего программного обеспечения. Рекомендуется начинать проверку с непараметрических критериев и переходить к параметрическим, если первоначальный анализ не выявил наличия выбросов.
и характером распределения совокупности наблюдений, предполагаемым числом выбросов и наличием соответствующего программного обеспечения. Рекомендуется начинать проверку с непараметрических критериев и переходить к параметрическим, если первоначальный анализ не выявил наличия выбросов.
При изучении тесноты взаимосвязи длительности операции ![]() и нормообразующих факторов рекомендуется использовать ранговый коэффициент корреляции Кендалла
и нормообразующих факторов рекомендуется использовать ранговый коэффициент корреляции Кендалла ![]() как для качественных факторов, представленных ранговыми переменными, так и для количественных факторов в случае их нелинейной взаимосвязи с
как для качественных факторов, представленных ранговыми переменными, так и для количественных факторов в случае их нелинейной взаимосвязи с ![]() .
.
При определении степени тесноты взаимосвязи длительности ![]() и факторов, включенных в регрессионную модель, следует вычислять не только парные коэффициенты корреляции и аналитические коэффициенты регрессии, но также показатель «системного эффекта»
и факторов, включенных в регрессионную модель, следует вычислять не только парные коэффициенты корреляции и аналитические коэффициенты регрессии, но также показатель «системного эффекта» ![]() , характеризующий совместное влияние на длительность
, характеризующий совместное влияние на длительность ![]() всего комплекса факторов в целом.
всего комплекса факторов в целом.
Для обеспечения адекватности регрессионных оценочных моделей, построенных по результатам пассивного неполнофакторного эксперимента, всю совокупность наблюдений ![]() следует случайным образом разбивать на непересекающиеся обучающую
следует случайным образом разбивать на непересекающиеся обучающую ![]() и экзаменационную
и экзаменационную ![]() выборки, строить уравнения регрессии для каждой выборки
выборки, строить уравнения регрессии для каждой выборки ![]() ,
, ![]() и
и ![]() , а затем на основе
, а затем на основе ![]() критерия теста Чоу проверять устойчивость коэффициентов регрессии уравнений и адекватность регрессионной модели
критерия теста Чоу проверять устойчивость коэффициентов регрессии уравнений и адекватность регрессионной модели ![]() . Поскольку совокупность
. Поскольку совокупность ![]() построена в условиях различных хронометражных наблюдений и характеризуется разной погрешностью
построена в условиях различных хронометражных наблюдений и характеризуется разной погрешностью ![]() , что приводит к нарушению условия гомоскедастичности ошибок регрессии, оценку параметров регрессии следует проводить обобщённым методом наименьших квадратов на основе мультипликативной гетероскедастичности. При существенном отклонении закона распределения остатков уравнения от нормального рекомендуется применять метод наименьших модулей или строить доверительные оценки коэффициентов регрессии на основе непараметрической вероятностной модели с использованием смещенной оценки остаточной дисперсии и квантиля стандартного нормального распределения.
, что приводит к нарушению условия гомоскедастичности ошибок регрессии, оценку параметров регрессии следует проводить обобщённым методом наименьших квадратов на основе мультипликативной гетероскедастичности. При существенном отклонении закона распределения остатков уравнения от нормального рекомендуется применять метод наименьших модулей или строить доверительные оценки коэффициентов регрессии на основе непараметрической вероятностной модели с использованием смещенной оценки остаточной дисперсии и квантиля стандартного нормального распределения.
Влияние качественных нормообразующих факторов на длительность операции ![]() возможно учесть с помощью введения в регрессионную модель
возможно учесть с помощью введения в регрессионную модель ![]() фиктивных переменных
фиктивных переменных ![]() .
.
В третьей главе «Методика статистического изучения трудоёмкости процессов деревообрабатывающего производства» на основе разработанного и изложенного в главе 2 информационно-аналитического обеспечения проводимых исследований предложена комплексная методика статистического анализа влияния нормообразующих факторов на длительность операции деревообработки, охватывающая все этапы исследования и включающая:
- методику статистического наблюдения длительности
 операции деревообработки;
операции деревообработки; - методику первичной статистической обработки результатов
 каждого отдельного j-ого наблюдения и объединённой совокупности наблюдений длительности
каждого отдельного j-ого наблюдения и объединённой совокупности наблюдений длительности  ;
; - методику моделирования зависимости длительности операции деревообработки
 от изучаемых нормообразующих факторов.
от изучаемых нормообразующих факторов.
Каждый раздел методики содержит укрупненную схему соответствующего этапа статистического анализа ![]() ; схемы выполнения отдельных процедур и алгоритмов, обеспечивающих реализацию процедур; формулы расчета показателей и макеты таблиц для заполнения.
; схемы выполнения отдельных процедур и алгоритмов, обеспечивающих реализацию процедур; формулы расчета показателей и макеты таблиц для заполнения.
Представленный во второй главе информационно-аналитический контент проведения исследований позволил сформировать статистический инструментарий, обеспечивающий корректное применение статистической методологии на различных этапах исследования.
Статистический инструментарий, лежащий в основе процедур и алгоритмов разработанной методики, представлен в табл. 1.
Для реализации предложенной методики произведен выбор специализированных статистических программных средств: 1)статистическая программа ма AtteStat; 2)эконометрическая программа Matrixer. Выбор указанных пакетов прикладных программ обусловлен их доступностью для массового пользователя, дружественным русскоязычным интерфейсом, многообразием предлагаемых статистических процедур.
Таблица 1
Статистический инструментарий процедур методики статистического исследования трудоёмкости процессов деревообрабатывающего производства
| Содержание процедуры | Используемый статистический аппарат |
| 1 | 2 |
| Методика статистического наблюдения длительности операции деревообработки | |
| Процедура №1 Изучение трудовой операции деревообработки | |
| Описание нормообразующих факторов | Классификация нормообразующих факторов |
| Процедура №2 Выбор вида и плана эксперимента для проведения статистического наблюдения длительности | |
| Выбор вида эксперимента для проведения хронометража | Теория планирования эксперимента |
| Процедура №3 Построение плана активного эксперимента | |
| Определение числа позиций плана и построение плана в кодированных значениях факторов | Теория планирования эксперимента |
| Процедура №4 Определение необходимого числа замеров | |
| Определение необходимого числа замеров при заданных точности | Показатели вариации длительности, вычисленные по результатам пробного наблюдения |
| Методика статистической обработки результатов наблюдения | |
| Процедура №5 Первичная статистическая обработка совокупности замеров отдельного j-ого наблюдения длительности операции | |
| Проверка однородности совокупности замеров | Коэффициент вариации замеров длительности операции |
| Проверка наличия аномальных замеров среди | Непараметрический критерий Walsh (для числа замеров более 60) Критерий эксцесса относительно центра распре- деления замеров для широкого диапазона числа замеров и комбинаций распределений |
| Расчет доверительного интервала средней длительности операции | Непараметрическая вероятностная модель с использованием значения погрешности |
| Процедура №6 Первичная статистическая обработка объединённой совокупности различных наблюдений длительности | |
| Проверка согласия эмпирического распределения | Критерии для сложной гипотезы: W-критерий Шапиро-Уилка и Шапиро-Франсиа; критерии типа |
| Проверка однородности объединённой совокупности | В случае пассивного эксперимента – коэффициент вариации длительности. Для активного эксперимента проверка однородности дисперсий длительности по |
| Продолжение табл. 1 | |
| 1 | 2 |
| Проверка наличия аномальных наблюдений в совокупности | Непараметрический критерий Walsh (для числа наблюдений более 60). Для нормального распределения критерий Титьена-Мура |
| Методика моделирования зависимости длительности операции деревообработки от изучаемых нормообразующих факторов | |
| Процедура №7 Корреляционный анализ взаимосвязи длительности операции | |
| Проверка согласия многомерного эмпирического распределения длительности | Многомерные критерии согласия асимметрии и эксцесса Мардиа. Критерий функции распределения Хенце-Цирклера |
| Проверка линейности парной взаимосвязи длительности | Диаграмма рассеяния (поле корреляции) |
| Вычисление параметрических или непараметрических коэффициентов корреляции | Парные, частные, множественные коэффициенты корреляции Пирсона. Ранговый коэффициент корреляции Кендалла при нарушении условий параметрического корреляционного анализа и в случае качественных нормообразующих факторов, выраженных ранговыми переменными |
| Процедура №8 Построение уравнения регрессии длительности | |
| Определение наилучшей общей и частной структуры уравнения | Критерий |
| Проверка условия гомоскедастичности остатков | Для проверки зависимости дисперсии ошибок от факторов, не включенных в модель - критерий |
| Проверка согласия распределения остатков уравнения регрессии с нормальным | Составной критерий Жарка-Бера, критерии асимметрии и эксцесса, критерий |
| Проверка условия независимости остатков | Критерий Дарбина-Уотсона |
| Проверка нулевого среднего значения остатков | |
| Проверка устойчивости коэффициентов регрессии для пассивного эксперимента | |
| Окончание табл. 1 | |
| 1 | 2 |
| Проверка общего качества полученного уравнения регрессии | |
| Определение степени взаимосвязи длительности | Аналитические коэффициенты регрессии ( |
| Определение доверительных интервалов коэффициентов регрессии и средней длительности операции при существенном отклонении распределения остатков от нормального | Непараметрическая вероятностная модель на основе использования смещенной остаточной дисперсии и квантиля стандартного нормального распределения |
| Оценка коэффициентов регрессии при наличии гетероскедастичности остатков | Обобщенный метод наименьших квадратов на основе мультипликативной гетероскедастичности |
| Оценка коэффициентов регрессии при существенном отклонении распределения остатков от нормального | Метод наименьших модулей |
Четвертая глава «Построение регрессионных моделей длительности операций деревообработки на основе разработанной методики и их применение для расчета нормы выработки» посвящена описанию практической реализации изложенной методики. В главе представлены результаты исследования зависимости длительности ![]() операций поперечного и продольного раскроя пиломатериалов от четырёх нормообразующих факторов: вид операции раскроя
операций поперечного и продольного раскроя пиломатериалов от четырёх нормообразующих факторов: вид операции раскроя ![]() , модель станка
, модель станка ![]() , схема раскроя
, схема раскроя ![]() , типоразмеры заготовки
, типоразмеры заготовки ![]() , где конкретизация параметров
, где конкретизация параметров ![]() приведена в выражении (1.1), а схема взаимосвязи параметров – на рис.1.
приведена в выражении (1.1), а схема взаимосвязи параметров – на рис.1.
Исследование проводилось по разработанной методике в течение 1999 -2007 гг. на восьми деревообрабатывающих предприятиях Северо-Западного региона России. Общий объем проведенных наблюдений для двух видов операций и 4 моделей станков составляет 1766 наблюдений. На основе построенных моделей составлены таблицы длительности операций, а также таблицы сменных нормированных заданий, предназначенные для использования в расчетах трудоёмкости.
В диссертации применение разработанной методики подробно иллюстрируется на примере длительности (![]() ) операции поперечного раскроя (
) операции поперечного раскроя (![]() ) на станке ЦПА (
) на станке ЦПА (![]() ) с выполнением 1-ого пропила по середине заготовки (
) с выполнением 1-ого пропила по середине заготовки (![]() ) с типоразмерами
) с типоразмерами ![]() . Задача заключалась в нахождении аналитического вида многофакторной зависимости
. Задача заключалась в нахождении аналитического вида многофакторной зависимости ![]() .
.
Вид аналитического выражения для функции ![]() apriori неизвестен, в реальных условиях значения факторов
apriori неизвестен, в реальных условиях значения факторов ![]() являются случайными, их сочетание и последовательность не поддаются воздействию со стороны исследователя. В этих условиях использовать теорию планирования эксперимента затруднительно, и в соответствии с процедурой №2 для проведения статистического наблюдения был выбран пассивный эксперимент с подбором существенно разных объектов (предприятий) и единиц наблюдения (исполнителей). Поскольку число нормообразующих факторов небольшое (четыре), число наблюдений
являются случайными, их сочетание и последовательность не поддаются воздействию со стороны исследователя. В этих условиях использовать теорию планирования эксперимента затруднительно, и в соответствии с процедурой №2 для проведения статистического наблюдения был выбран пассивный эксперимент с подбором существенно разных объектов (предприятий) и единиц наблюдения (исполнителей). Поскольку число нормообразующих факторов небольшое (четыре), число наблюдений ![]() равно числу возможных сочетаний значений факторов, при этом последовательность и действительные значения факторов
равно числу возможных сочетаний значений факторов, при этом последовательность и действительные значения факторов ![]() в каждом наблюдении определяются реальными условиями проведения эксперимента.
в каждом наблюдении определяются реальными условиями проведения эксперимента.
Определение необходимого числа замеров ![]() в отдельном j-ом наблюдении произведено в соответствии с процедурой №4 на основе пробного наблюдения объемом 20 замеров для операции с параметрами
в отдельном j-ом наблюдении произведено в соответствии с процедурой №4 на основе пробного наблюдения объемом 20 замеров для операции с параметрами ![]() . Результаты статистической обработки пробного наблюдения показали, что для обеспечения точности
. Результаты статистической обработки пробного наблюдения показали, что для обеспечения точности ![]() на уровне значимости 0,05 необходимый объем замеров составляет
на уровне значимости 0,05 необходимый объем замеров составляет ![]() .
.
Для полученного первичного массива данных ![]() (параметры
(параметры ![]() ) в соответствии с процедурой №5 рассчитаны значения средней длительности операции
) в соответствии с процедурой №5 рассчитаны значения средней длительности операции ![]() сек, коэффициента вариации длительности
сек, коэффициента вариации длительности ![]() , фактической точности наблюдения (учтена только случайная погрешность измерений),
, фактической точности наблюдения (учтена только случайная погрешность измерений), ![]() . Поскольку
. Поскольку ![]() <40% и
<40% и ![]() не превышает заданную точность, нет оснований для проверки наличия аномальных замеров, результат данного хронометражного наблюдения может быть использован в дальнейшем при моделировании длительности
не превышает заданную точность, нет оснований для проверки наличия аномальных замеров, результат данного хронометражного наблюдения может быть использован в дальнейшем при моделировании длительности ![]() операции с параметрами
операции с параметрами ![]() .
.
Статистическая обработка объединённой совокупности ![]() различных наблюдений для параметров
различных наблюдений для параметров ![]() выполнена в соответствии с процедурой №6. В результате логарифмического преобразования переменной
выполнена в соответствии с процедурой №6. В результате логарифмического преобразования переменной ![]() получена переменная
получена переменная ![]() , распределение которой на уровне значимости
, распределение которой на уровне значимости ![]() соответствует нормальному закону: рассчитаны 15 критериев согласия в модуле «Проверка нормальности» ППП AtteStat, в т.ч. модифицированные критерии Колмогорова и Смирнова, критерий Шапиро-Франсиа, простые и составные критерии асимметрии и эксцесса и др. Совокупность значений переменной
соответствует нормальному закону: рассчитаны 15 критериев согласия в модуле «Проверка нормальности» ППП AtteStat, в т.ч. модифицированные критерии Колмогорова и Смирнова, критерий Шапиро-Франсиа, простые и составные критерии асимметрии и эксцесса и др. Совокупность значений переменной ![]() является количественно однородной (коэффициент вариации
является количественно однородной (коэффициент вариации ![]() ), поэтому проверка наличия выбросов в данной совокупности по формальным критериям не выполнялась.
), поэтому проверка наличия выбросов в данной совокупности по формальным критериям не выполнялась.
Корреляционный анализ взаимосвязи переменной ![]() и изучаемых факторов выполнен в соответствии с процедурой №7. Проверка линейности парных зависимостей результативного признака
и изучаемых факторов выполнен в соответствии с процедурой №7. Проверка линейности парных зависимостей результативного признака ![]() от факторов
от факторов ![]() и
и ![]() выполнена с помощью графического метода. По многомерным критериям Мардиа на уровне значимости
выполнена с помощью графического метода. По многомерным критериям Мардиа на уровне значимости ![]() нулевая гипотеза
нулевая гипотеза ![]() об отсутствии статистически значимого различия асимметрии и эксцесса эмпирического многомерного распределения значений параметров
об отсутствии статистически значимого различия асимметрии и эксцесса эмпирического многомерного распределения значений параметров ![]() и многомерного нормального распределения не отклоняется. Полученные линейные парные (частные) коэффициенты корреляции изучаемых факторов и длительности
и многомерного нормального распределения не отклоняется. Полученные линейные парные (частные) коэффициенты корреляции изучаемых факторов и длительности ![]() (
(![]() ,
, ![]() ) являются значимыми на уровне значимости
) являются значимыми на уровне значимости ![]() , при этом факторы мультиколлинеарными не являются (
, при этом факторы мультиколлинеарными не являются (![]() ).
).
Построение уравнения регрессии длительности ![]() операции с параметрами
операции с параметрами ![]() выполнено в соответствии с процедурой №8. Рандомизированная совокупность значений переменной
выполнено в соответствии с процедурой №8. Рандомизированная совокупность значений переменной ![]() разделена на обучающую выборку объемом
разделена на обучающую выборку объемом ![]() и экзаменационную выборку объемом
и экзаменационную выборку объемом ![]() . Проведён вычислительный эксперимент, включающий перебор различных линеаризованных форм полиномиальных, степенных, экспоненциальных и других нелинейных зависимостей. В результате эксперимента для моделирования зависимости
. Проведён вычислительный эксперимент, включающий перебор различных линеаризованных форм полиномиальных, степенных, экспоненциальных и других нелинейных зависимостей. В результате эксперимента для моделирования зависимости ![]() выбраны следующие линейные по параметрам модели:
выбраны следующие линейные по параметрам модели: ![]() ,
, ![]() ,
, ![]() . На основании критерия
. На основании критерия ![]() теста Рамсея на уровне значимости
теста Рамсея на уровне значимости ![]() отвергается нулевая гипотеза
отвергается нулевая гипотеза ![]() о правильности функциональной формы первых двух моделей (для первой
о правильности функциональной формы первых двух моделей (для первой ![]() [0,000], для второй -
[0,000], для второй - ![]() [0,000]).
[0,000]).
На уровне значимости ![]() нулевая гипотеза
нулевая гипотеза ![]() о гомоскедастичности остатков уравнения вида
о гомоскедастичности остатков уравнения вида ![]() отклоняется (Breusch-Pagan для фактора
отклоняется (Breusch-Pagan для фактора ![]()
![]() = 14,62 [0,000]; для фактора
= 14,62 [0,000]; для фактора ![]() -
-![]() = 31,96 [0,000]), поэтому для определения коэффициентов уравнения регрессии используется обобщенный метод наименьших квадратов (ОМНК) на основе мультипликативной гетероскедастичности. Результаты расчетов коэффициентов и показателей качества полученного уравнения представлены в табл. 2.
= 31,96 [0,000]), поэтому для определения коэффициентов уравнения регрессии используется обобщенный метод наименьших квадратов (ОМНК) на основе мультипликативной гетероскедастичности. Результаты расчетов коэффициентов и показателей качества полученного уравнения представлены в табл. 2.
Таблица 2
Результаты оценивания регрессии вида ![]()
| № п/п | Показатель | Обучающая выборка | Экзаменационная выборка | Вся совокупность |
| Коэффициент | 1,98 [0,000] | 1,99 [0,000] | 1,98 [0,000] | |
| Коэффициент | ||||
| RSS | 0,070 | 0,049 | 0,120 | |
| 99,7 % | 99,6 % | 99,7 % | ||
| Характеристики остатков | ||||
| Статистика DW / Коэффициент | 1,78/-0,02 [0,834] | 1,83/-0,03 [0,856] | 1,77/ -0,04 [0,658] | |
| Нормальность | 2 = 4,45 [0,293] | 2 = 0,94 [0,625] | 2 = 0,19 [0,909] | |
| Гетероскедастичность | 2 = 0,56 [0,454] | 2 = 1,31[0,253] | 2 = 1,56 [0,212] | |
| Параметры мультипликативной гетероскедастичности | ||||
| Коэффициент при | -0,01 [0,000] | -0,01 [0,000] | -0,01 [0,000] | |
| Коэффициент при | 6,2710-6 [0,000] | 7,7210-6 [0,000] | 6,3110-6 [0,000] | |
| Коэффициент при BH | -1,7910-4 [0,013] | -8,0810-5 [0,000] | -1,0110-4 [0,023] | |
| Тест Чоу на устойчивость коэффициентов регрессии | ||||
| Показатели качества уравнения | ||||
| F-критерий Фишера | ||||
| Максимальная относительная ошибка | 4,2 % | |||
| Средняя ошибка аппроксимации | 0,6 % | |||
| Линейный коэффициент корреляции | ||||
| Стандартизованный коэффициент регрессии, | ||||
| Частный коэффициент эластичности, Э1 | ||||
Таким образом, в соответствии с поставленной задачей для описания зависимости ![]() построено уравнение регрессии (в скобках указаны стандартные ошибки коэффициентов):
построено уравнение регрессии (в скобках указаны стандартные ошибки коэффициентов):
 |
Максимальная относительная ошибка данного уравнения – 13,2%, средняя относительная ошибка – 1,8 %, что говорит об очень высокой точности модели. Соответствие расчетных и фактических значений переменной ![]() показано на рис. 3.
показано на рис. 3.
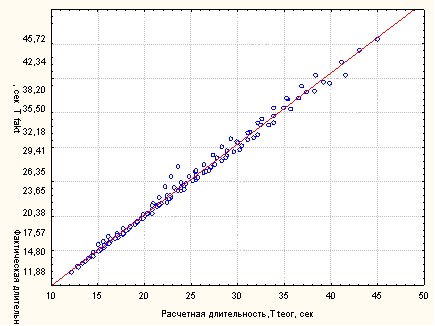
Рис. 3. Соответствие фактических и расчетных значений переменной ![]() для уравнения
для уравнения ![]()
Аналогичным образом в соответствии с разработанной методикой выполнен анализ переменных ![]() и найдены аналитические выражения многофакторных зависимостей
и найдены аналитические выражения многофакторных зависимостей ![]() (табл.3).
(табл.3).
Влияние на результативный признак ![]() качественных нормообразующих факторов (модель станка и схема раскроя), описываемых номинальными переменными
качественных нормообразующих факторов (модель станка и схема раскроя), описываемых номинальными переменными ![]() и
и ![]() соответственно, учитывается с по мощью введения в уравнение регрессии фиктивных переменных
соответственно, учитывается с по мощью введения в уравнение регрессии фиктивных переменных ![]() . Соответствующие построенные регрессионные уравнения также приведены в табл. 3 (
. Соответствующие построенные регрессионные уравнения также приведены в табл. 3 (![]() ).
).
Все полученные уравнения являются адекватными по всем критериям на уровне значимости 0,05. Для всех моделей рассчитаны аналитические коэффициенты регрессии и системный эффект совместного влияния включённых в модель факторов ![]() .
.
Уравнения регрессии длительностей ![]() поперечного раскроя имеют высокую точность (средняя относительная ошибка не превышает 7%),
поперечного раскроя имеют высокую точность (средняя относительная ошибка не превышает 7%),
Таблица 3
Уравнения регрессии, построенные для описания зависимостей (1.2)-(1.6)
| Параметры функции | Уравнение регрессии длительности (стандартные ошибки коэффициентов) | Показатели качества уравнения | ||
 | Сред. относительная ошибка, % | |||
 , где , где | 0,986 | 1,3 | ||
 | 0,987 | 5,2 | ||
 | 0,985 | 4,8 | ||
 | 0,932 | 16,4 | ||
 | 0,886 | 18,6 | ||
 , где D1=1 для , где D1=1 для | 0,997 | 1,6 | ||
 , где D1=1 для параметра , где D1=1 для параметра | 0,984 | 6,7 | ||
 где D1=1 для где D1=1 для | 0,924 | 20,6 | ||
уравнения длительностей продольного раскроя ![]() - хорошую и удовлетворительную точность (средняя относительная ошибка от 16,4 до 20,6 %), достаточную для применения в задачах нормирования труда. Различие в значениях средней относительной ошибки для разных операций раскроя говорит о том, что при проведении статистического наблюдения длительности продольного раскроя, по-видимому, не был выявлен и не контролировался некоторый фактор, влияющий на длительность операции
- хорошую и удовлетворительную точность (средняя относительная ошибка от 16,4 до 20,6 %), достаточную для применения в задачах нормирования труда. Различие в значениях средней относительной ошибки для разных операций раскроя говорит о том, что при проведении статистического наблюдения длительности продольного раскроя, по-видимому, не был выявлен и не контролировался некоторый фактор, влияющий на длительность операции ![]() (например, устанавливаемая для каждого станка скорость подачи пиломатериала).
(например, устанавливаемая для каждого станка скорость подачи пиломатериала).
Построенные уравнения регрессии предназначены для использования в расчетах трудоёмкости операций деревообработки при любых значениях нормообразующих факторов, входящих в их область определения. На основе полученных уравнений составлены таблицы длительности, по которым также можно рассчитать трудоёмкость операций методом линейной интерполяции. Кроме того, составлены таблицы штучных и объемных нормированных заданий на производство заготовок в течение смены продолжительностью 8 часов (табл. 4), предназначенные для расчета затрат времени на производство конкретного заказа, включающего определенное число заготовок фиксированных размеров.
Таблица 4
Нормы выработки при поперечном раскрое на станке ЦПА с выполнением 1-ого пропила по середине заготовки, штук / куб.м
| Длина заготовки, L,мм | Ширина заготовки B=100 мм. Толщина заготовки, H, мм | ||||
| 16 | 25 | 50 | 75 | 100 | |
| 400 | 2169 / 1,4 | 2017 / 2,1 | 1735 / 3,5 | 1546 / 4,6 | 1403 / 5,6 |
| 500 | 2096 / 1,7 | 1933 / 2,4 | 1633 / 4,1 | 1436 / 5,4 | 1288 / 6,5 |
| 600 | 2032 / 1,9 | 1859 / 2,8 | 1546 / 4,6 | 1343 / 6,0 | 1192 / 7,1 |
| 700 | 1975 / 2,2 | 1794 / 3,1 | 1470 / 5,2 | 1262 / 6,6 | 1109 / 7,8 |
| 800 | 1923 / 2,5 | 1735 / 3,5 | 1403 / 5,6 | 1192 / 7,1 | 1038 / 8,3 |
| 900 | 1875 / 2,7 | 1682 / 3,8 | 1343 / 6,0 | 1129 / 7,7 | 975 / 8,8 |
| 1000 | 1832 / 2,9 | 1633 / 4,1 | 1288 / 6,5 | 1073 / 8,0 | 920 / 9,2 |
| 1100 | 1791 / 3,1 | 1588 / 4,3 | 1238 / 6,8 | 1022 / 8,4 | 870 / 9,6 |
| 1200 | 1753 / 3,3 | 1546 / 4,6 | 1192 / 7,1 | 975 / 8,8 | 824 / 9,9 |
| 1300 | 1718 / 3,6 | 1507 / 4,9 | 1149 / 7,5 | 933 / 9,1 | 783 / 10,2 |
| 1400 | 1684 / 3,8 | 1470 / 5,2 | 1109 / 7,8 | 894 / 9,4 | 745 / 10,5 |
| 1500 | 1653 / 4,0 | 1436 / 5,4 | 1073 / 8,0 | 858 / 9,6 | 711 / 10,7 |
| 1600 | 1623 / 4,1 | 1403 / 5,6 | 1038 / 8,3 | 824 / 9,9 | 678 / 10,9 |
| 1700 | 1593 / 4,3 | 1372 / 5,8 | 1006 / 8,5 | 793 / 10,2 | 649 / 11,0 |
| 1800 | 1566 / 4,5 | 1343 / 6,0 | 975 / 8,8 | 764 /10,3 | 621 / 11,2 |
| 1900 | 1539 / 4,6 | 1315 / 6,3 | 947 / 9,0 | 737 / 10,5 | 596 / 11,3 |
| 2000 | 1515 / 4,9 | 1288 / 6,5 | 920 / 9,2 | 711 / 10,7 | 571 / 11,5 |
| 2100 | 1491 / 5,0 | 1262 / 6,6 | 894 / 9,4 | 687 / 10,8 | 550 / 11,6 |
Аналогичным образом по разработанной методике можно строить регрессионные оценочные модели для любых операций деревообрабатывающего производства, а также для рассмотренных двух операций применительно к новым видам оборудования и материалов, расширенному диапазону типоразмеров используемых заготовок. В частности автором, помимо представленных в табл.3, получены регрессионные оценочные модели длительностей для 9-ти других операций деревообработки, приведенные в Приложении.
В заключении диссертационной работы сформулированы основные выводы, обобщены результаты проведенного исследования, даны рекомендации по их практическому использованию.
Основное содержание диссертации нашло отражение в следующих публикациях:
| Берлин Ю.И., Рыбицкий П.Н. Регрессионные модели как основа инновационного подхода к организации труда на деревообрабатывающих предприятиях // Экономика и управление, 2007 Спецвыпуск. Сентябрь (1,0/0,5 п.л.) (издание, рекомендованное ВАК Минобрнауки РФ) | |
| Селиверстов Д.В., Рыбицкий П.Н., Берлин Ю.И. Оценка влияний условий труда на производительность процессов переработки минерально-сырьевых ресурсов//Развитие минерально-сырьевой базы Архангельской области: проблемы, перспективы, задачи: сб. научных трудов Международной научно-практической конференции. Ч. 2, Архангельск: АГТУ, 2004 (0,3/0,1 п.л.). | |
| Берлин Ю.И. Методы изучения трудовых процессов и затрат рабочего времени//Современные проблемы конструирования и производства художественных изделий из древесины: материалы международной научно-технической конференции. - Архангельск: АГТУ, 2006 (0,5 п.л.). | |
| Берлин Ю.И., Рыбицкий П.Н. Оценка длительности формирования баз при обработке черновых заготовок //Современные проблемы конструирования и производства художественных изделий из древесины: материалы международной научно-технической конференции. - Архангельск: АГТУ, 2006 (0,4/0,2 п.л.). | |
| Берлин Ю.И. Формирование факторного пространства статистического моделирования длительности выполнения операций процесса деревообработки // Научное обозрение. - 2009. - № 1 (0,4 п.л.) | |
| Берлин Ю.И. Статистическое исследование трудоёмкости процессов деревообрабатывающего производства//Альманах современной науки и образования. – Тамбов: «Грамота», 2009. - № 3 (22) (0,8 п.л.) |