

Часть 3. Путь к пониманию Информационного общества России
Содержание
3.1. Цели и задачи части 1
3.2. Основные этапы развития тенденций и научных представлений по проблеме
3.3. Этапы 40-летнего пути поколения 50-х и практический переход к пониманию Информационного Общества. Люди, их работа, отношения и целеустремления.
3.4. Выводы по первой части книги
3.2. Основные этапы конструкторских представлений о человеко-машинной системе
Понимание человеко-машинной системы формировалось на протяжении сорокалетнего периода трудовой деятельности и на опыте людей послевоенного поколения. При этом большое значение имел жизненный опыт людей, которые умели и хотели трудиться: которые беззаветно отдавали себя труду; вызывали к себе интерес, пользовались уважением, жили проблемами коллектива и своих товарищей, любили науку, технику, и беззаветно служили им. На этих достижениях формировался наш труд. Он постоянно усовершенствовался и автоматизировался. Ко всем процессам мы подходили творчески, старались внедрять полученные достижения в практические результаты.
Наш опыт формировался в областях приборостроения, машиностроения, строительства, технологий управления качеством продукции и трудовых процессов. Изначально это была школа Ленинградского Военмеха, где совмещались технологии эффективных образовательных процессов, тематического труда исследовательских направлений с одновременным применением этих технологий в работе заводов и научно-исследовательских институтов. Совмещение образовательных и производственных технологий на основе финансирования по результатам практического применения, включая хозяйственное обеспечение, давали хорошие результаты. Эти результаты проявлялись в уровне подготовки студенческого и преподавательского состава, и что самое главное – в их жизненном тонусе, включая психологический уровень, высокую активность каждого, хорошее взаимодействие в коллективе. Накладывая на этот уровень физическую подготовку и строгий распорядок поддержки физической формы, всё это вместе ещё более усиливало сплочённость, коллективные отношения, качество тела и духа каждого. Например, некто из молодых тренеров (Поберецкий) реализовывал себя – организовав группу ОФП (общефизической подготовки) преподавателей и студентов, которая начинала свою работу до начала рабочего дня. Все с удовольствием бежали на эти занятия. Час занятий, душ – и все уставшие, но довольные разбегались по своим рабочим местам. Такой заряд и энергия давали свои уникальные результаты и приносили успех делу и людям, которые его делали. Все были в восторге от комплексного результата, который получался. Все были красивы, энергичны, поддерживали друг друга, имели духовную связь.
Работа в области приборостроения включала в себя в большей степени вопросы комплексных конструкторских разработок, опирающихся на технические решения, их конструкторскую реализацию и технологическое производство разработок. Эти работы выполнялись в ручную и в меньшей степени автоматизировались, так как уровень вычислительных средств был не достаточным. Но с появлением индивидуальных вычислительных средств с программированием процессов вычислений многие элементы общих работ стали автоматизироваться в массовом порядке. Причём эти процессы были более результативными, чем централизованные работы на больших вычислительных машинах Минск-32, серии ЕС, БЭСМ-6. Особое значение имело некое «противостояние» индивидуальных подходов поиска решений с помощью малых средств автоматизации и централизованных, которые реализовывались с помощью больших средств автоматизации, включая большие вычислительные мощности и технологии АСУ.
Важными были тогда и остаются сейчас не технологии автоматизации, а технологии получения результата. Но средства централизации хотя и имели свои преимущества, но порождали неудержимые потоки специализации, проблемы с управлением отдаляли личность от непосредственного процесса разработки. Появлялись такие «уголки и заводи», что человек вольно или невольно, обладая некой природной леностью, отходил от своего истинного предназначения. Многие просто оправдывали себя некими проблемами, существующей системой, что «плетью обуха не перешибёшь».
По своему предназначению – я воспитывался как конструктор, как самостоятельная личность. В этом особенность школы учителей Военмеха, таких как Кульков Евгений Васильевич, Ткалин Иван Михайлович, Руднев и другие. Я не имел права ошибаться. Любой ценой нужно было искать и отслеживать истину. И никакие нормативы и предписания инструкции не могли спасти тебя в случае провала. Любой конструктор вынужден ломать правдами и неправдами все возникавшие препоны и преграды, следовать поставленной цели, которая затем проверялась испытаниями созданного изделия. А вот тут наступал час истины. И было видно – кто есть кто, и кто чего стоит. Так будет на протяжении всей оставшейся жизни в работе всех направлений и во все времена.
Но была и другая правда. Те люди, которые занимали более высокие административные посты, всегда имели большие возможности, и в условиях сложности информационных потоков, могли выставлять себя некими «пророками», хотя из себя мало чего представляли. Технологии получения результата это единство достижений конструкторской мысли, технологий управления, производства и достигнутых научно-технических результатов, которые образуют базовую платформу достижений науки и возможностей человека, проявляющихся в эффективности и результативности труда. Для этих целей появлялась необходимость внедрения таких технологий, которые бы синтезировали множество разных специализаций в одно целое. Это понимание и стало тем вектором, которые позволил искать, а затем и понимать механизмы человеко-машинного взаимодействия. Этот вектор позволял оценивать уровни взаимодействия индивидуального и коллективного вклада в общее дело, в качество получаемого результата, в надёжность и безопасность изделий.
Особая роль в понимании механизмов человеко-машинной системы пришлась на восьмидесятые годы прошлого столетия. Это конструкторские работы в области машиностроения ВПК СССР[1]. Объединяя трудовые процессы в результат конструкторских разработок, мы вскоре пришли к необходимости создания интегрированных компьютерных сред. А именно такой среды, в которой бы трудовые процессы работающего человека материализовались как его интеллектуальный ресурс. Огромная работа по исследованию трудовых процессов конструктора и фиксация этих процессов как сетей поиска нужных решений ориентированных на результативность труда каждого отдельно взятого человека, который работал в реально функционирующей технологической цепочке, позволил нам решать эту задачу, поэтапно приближаясь к пониманию механизмов и структур человеко-машинной системы.
Конструкторское подразделение, в котором я постоянно работал, это главная структура прикладной науки, которая объединяет в себе всё: от первоначального замысла, технической реализации этого замысла в виде изделия и окончательного получения целевого результата людьми, включая удовлетворение потребностей людей. Конструкторские подразделения выступают в роли головного разработчика. Здесь сливается в едино процессы получения результата из всех областей человеческой деятельности, а именно: академическая наука, прикладная наука, производство со своими заводами и ресурсообеспечением, полигоны со своими испытательными базами и инфраструктурами, а также головной заказчик в лице государства. Всеми этими процессами управляет и несёт за них персональную ответственность Главный конструктор. Это моё направление. И его я прошёл от низшего до высшего звена: от инженера до проблем главного конструктора. Работая с главным конструктором Соловцовым Василием Васильевичем, нам удалось много чего сделать, многое понять. Особенно в технологиях автоматизации работ конструкторского направления.
Разрабатывая и сдавая на вооружение в войска специальные изделия особого назначения, мы несли очень высокую персональную ответственность за характеристики создаваемых изделий. Степень ответственности была настолько велика, что отказ отдельно взятого испытания определялся ценой жизни разработчика. Скупая фраза в чертеже – «изделие должно быть подобрано с поля после выстрела на сто процентов» являлась основанием для служб КГБ об организации расследования по каждому поводу, каждому испытанию. Это обстоятельство формировало особые отношения разработчиков, особые подходы к работе, к проектированию, производству и организации работ. Люди находили такие формы укрытия от ответственности, что только диву даёшься изобретательности ума человеческого. И эти обстоятельства находили своё отражение в организации работ, а также в понимании механизмов автоматизации отношений людей.
Именно из этих позиций при выполнении каждой из тем, изделия которой затем поступали на вооружение в войска, автоматизировались трудовые процессы людей всех направлений, обеспечивая единство процессов, преобразованные в нужные характеристики изделия, в единственно правильную цель. Все работы, которые выполняли конструкторские подразделения и работы которые им были подконтрольны, проводились по двум независимым направлениям, а именно: 1.Единый комплекс работ ориентированный на достижение безусловного результата; 2.Автоматизация его на компьютере. Каждая тема выполнялась по этим правилам. Общее в этих процессах – это знания, информация, умение их применять в нужном месте и в нужное время, умение качественно выполнять каждый из элементов трудового процесса, а также видеть конечную цель и уметь оптимально идти к этой цели. При этом важным критерием является финансовое обеспечение работников и их семей, так чтобы творческая активность и целеустремлённость людей не угасала, а развивалась.
3.3. Этапы 40-летнего пути поколения 50-х и практический переход к пониманию Информационного общества. Люди, их работа, отношения и целеустремления.
Этапы развития тенденций и научных представлений о технологиях автоматизации труда людей на практике
Начиная с 1979 года и по 1994 год, осуществлялась работа в области министерства машиностроения СССР. Работы проводились подразделением Главного конструктора Соловцова Василия Васильевича в научно-исследовательском машиностроительном институте (НИМИ, Москва). Именно эти работы объединяли в себе весь комплекс вопросов и продукцию министерств приборостроения, минсредмаша, министерства общего машиностроения и др. Институт на прикладном уровне вёл организацию и выполнение работ с обязательным воплощением этих работ в новой технике, которая поступала на вооружение в войска. Работы базировались на достижениях высшей школы, образования, на научно-техническом прогрессе во всех областях человеческой деятельности. В процессе выполнения каждой из работ систематизировались знания людей по разным профессиям. Эти знания структурировались, связывались с необходимой для выполнения работ информацией и технологиями создания изделий. Проводились исследования самих трудовых процессов, оценивались возможности и недостатки специализации. Вся эта работа представлялась двумя направлениями. Она приведена в таблице 1.
Таблица 1.
| Выполняемые темы | Автоматизация работ |
| Заря Зарево Рассвет Луна Точка Сантиметр Килька Удилище Сайда Нерпа Ромашка Мята Саженец Аспект 1, 2, 3, 4 Ил Символизм 1, 2, 3, 4 Смельчак Клещевина Перфоратор Смола Фата Лидерство-Т Лидерство-П Биметалл и многое другое | Конструирование Расчёты Моделирование Выпуск чертежей Согласование Выпуск текстовой документации Моделирование внутренней баллистики Моделирование внешней баллистики Размерные цепи Устойчивость на паллете Расчёты прочности и моделирование Информационное обеспечение Организационное обеспечение Взаимодействие с институтами Взаимодействие с полигонами Взаимодействие с Заказчиком Взаимодействие с заводами Взаимодействие с Академическими вузами Моделирование атмосферы и воздействий Нормирование требований, условий, ограничений Лабораторные испытания и моделирования Заводские испытания, полигонные, сдаточные Измерительные комплексы и системы Базы данных и архивы И многое, многое другое |
Каждая тема выполнялась на разных уровнях и с разной степенью участия. Но вся деятельность, как правило, выполнялась по одним и тем методам, одними знаниями, которые усовершенствовались, накапливались, автоматизировались. Любая специализация и централизация работ вызывала свою лавину побочных эффектов, свои проблемы. Индивидуальная работа и комплексный подход имели свои недостатки и преимущества. Всё это анализировалось, систематизировалось и автоматизировалось. И, в конце концов, привело к необходимости создания компьютерных сред, к пониманию их устройства и взаимодействия отдельных элементов. Так появилось понятие: «Среды компьютерные интегрированные». А поскольку эти среды касались человека: его труда и жизни, его условий и возможностей – было осознано понятие «Среда Компьютерная Интегрированная в Быту и Работе» (СКИБР).
Множественность процессов, которая рождала эта среда, множественность факторов и неопределённостей выливалась лавинами разнообразий всего и всех – настолько, что понятие компьютерная среда стала определением неопределённостей множества процессов и участвующих в них людей, которые материализовывались в простых и конкретных вещах. Такой простой вещью стал прообраз будущего изделия. Того конкретного изделия, которое когда-то появится в реальной жизни и станет результатом труда людей и конкретных личностей.
Компьютерная среда, которая последовательно и поэтапно накапливала в себе информацию, механизмы преобразования этой информации и которая замыкалась на трудовые процессы человека, так как важным было не само изделие, а те решения людей и качество технологий по преобразованию информацию и выполнению операций стало той областью, когда появилась возможность выполнять работу на компьютере с целью получения оптимальных цепочек принятия решений. А затем компьютер с помощью этих цепочек принятия решений на всех уровнях: предпроектных, проектных, производственных, организационных, управленческих и так далее мог в автоматизированных режимах, взаимодействуя с людьми, машинами и накопленными интеллектуальными ресурсами смог оправлять реальными процессами и ресурсами и в итоге получалась реальная физическая продукция. Так было открыто понятие «Компьютерный Прототип». Это та простая и элементарная вещь с помощью которой, любой человек визуально или в виде функций и цифр сможет видеть результат труда любого, даже самого умного, самого уникального человека. Мало того с помощью этого КП любой человек сможет использовать накопленный интеллектуальный потенциал и материализованных труд человека для решения своих персональных задач и проблем, для пополнения собственных знаний, для формирования себя как личности и для многого, многого другого. Отсюда возникают интересы людей. Отсюда появляются две теории: Теория СТКС – которая отвечает на вопросы как создавать человеко-машинную систему; и теория информационного общества – которая отвечает на вопросы: как создавать информационное общество и как реализовать в этом обществе власть людей труда, как из интеллекта людей получать энергию для их достойной жизни и развития Социума как составной частички Мироздания вселенной и по законам этого мироздания.
Научные представления по проблеме материализации интеллекта начали складываться прикладной наукой в областях приборостроения и машиностроения. Прикладная наука базировалась с одной стороны на основе создания техники, включающей академические разработки, а с другой стороны на людях, которые делали Академическую науку, создавали технику, а так же Прикладную науку.

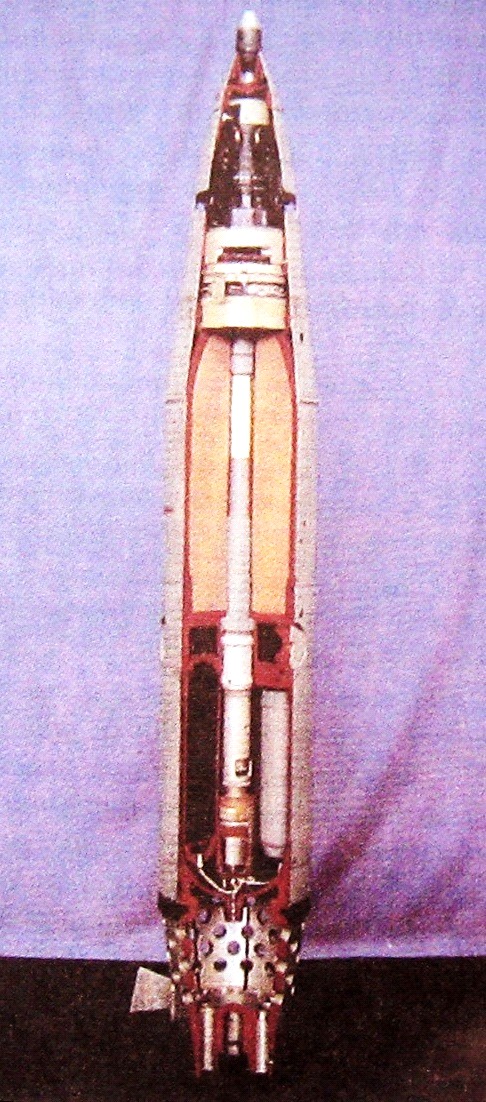
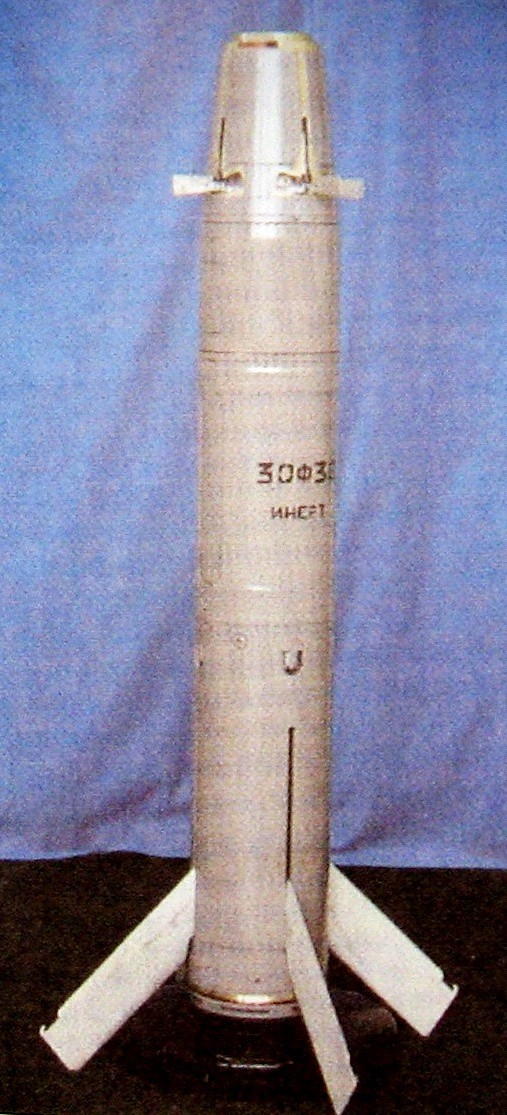
Ключевую роль в этих разработках сыграла тематика машиностроения. Её роль в понимании технологий материализации интеллекта стала основополагающей. Создание специальных видов боеприпасов к самоходным установкам калибра 152мм 2С5 «Гиацинт», 203мм 2С7 «Пион», 240мм самоходного миномёта «Тюльпан», позволили понять механизмы и структуру новых технологий преобразования интеллекта человека в инварианты мощности. Уникальные требования к боеприпасам, порождали не менее уникальные требования к людям, их труду, к отношениям всех участников этих разработок, включая технические и общественные структуры, системы.
Наиболее мощным по своим характеристикам для разработки выстрелов была самоходная 203мм установка 2С7 «Пион», см фото 1, 2.
Создание артиллерийской установки «Пион» это творение мыслей человеческих. Это материализованный интеллект, но он выражен в металле. Интеллектуальный труд даже в такой мощной установке не виден. Он не совсем четко виден даже в документации. А такие элементы как люди, их судьбы, успехи и трагедии полностью нивелируются. Остаётся только предприятие, а возможно и главный конструктор. Но такие вещи как промышленность и экономика бывшего СССР на лицо.
Обладая уникальным могуществом, характеристики пушки впечатляют: масса порядка 60 тонн, длинна ствола 11м, скорость вылета снаряда более 1000м/сек, перегрузка более 20000g. Несмотря на свой внушительный вес, маневренность самоходной пушки, мощность двигателя, её архитектура и содержание заставляли поклоняться людям, которые создали такое творение техники и науки.

Такие установки обладали уникальными характеристиками. Уникальными были и люди, которые их создавали, производили и эксплуатировали, а также люди, которые создавали специальные виды боеприпасов к этим самоходным установкам калибра 203,4мм.
Тенденции и научные представления по проблеме материализации интеллекта предопределялся широким диапазоном характеристик артиллерийских и минометных выстрелов. Эти характеристики, наложенные на уникальные технические решения создаваемых боеприпасов помноженные на уникальные качества разработчиков, а также на уникальную экономику и идеологию сохранения мира заставляли нас находить подходы и технологии, обеспечивающие качество решения задачи.
 .
.
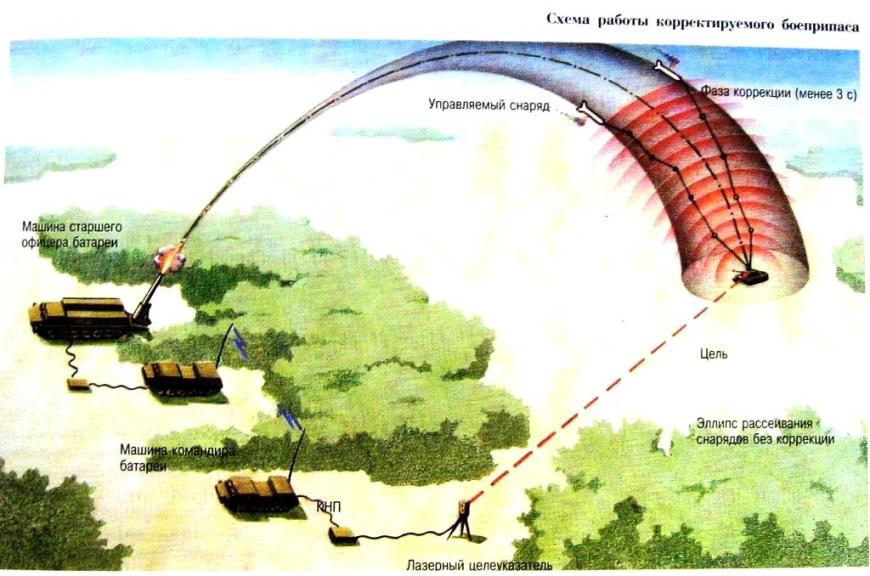
Миномётный выстрел это наиболее лёгкий выстрел с точки зрения конструктора, разрабатывающего боеприпас. Перегрузки выстрела щадящие, не менее 1000g, в то время как угловая скорость примерно равна нулю. Перегрузки от работающего реактивного двигателя также не велики. Зато схема корректируемого полёта мины наиболее сложная. На рисунке 3 показана схема поражения цели корректируемой миной, стреляемой из самоходной установки «Тюльпан». Корректируемая мина «Смельчак» с уникальной системой корректировки изображена рядом. Корректируемая мина «Сантиметр» для этой же установки приведена на фото 5.
Объем работ и методы решения задач, которые выполнялись многотысячными коллективами, разнообразны и неповторимы. Если собрать всю документацию, то пожалуй потребовалось много составов. Но и эта документация просто никаким образом не содержала очень много информации, носителем которой были люди. Эта информация очень важна для созданных видов боеприпасов и без нее изделия не могли быть такими, как они есть. Это тот интеллектуальный багаж, носителями которого была не документация, даже самая важная и необходимая, а люди, традиции, методы и принципы работы. Они не поддавались формализации, но были неотъемлемой частью профессионалов, который другие профессионалы (административный ресурс, менеджеры) за счёт создания условий самореализации личности позволяли преимущество людей реализовывать в свойствах техники. Огромное значение в этих процессах играла идеологическая составляющая. Но не просто как идеология или технология, а как внутренняя движущая сила личности.
Для отработки названных выстрелов мне приходилось разрабатывать и применять взрыватель Е-120[2], а затем и соответствующие системы спасения[3]. Это позволяло обеспечивать нужное качество, надёжность работы всех, до мельчайших элементов. При этом для многих выстрелов понятие вероятности просто не допускалось. Каждое изделие должно было обеспечить сто процентную надёжность. Надёжность и эффективность это главные параметры не только изделия, но и процессов которые обеспечивали люди. А это значит, что на этих процессах формировались профессионалы как личности, это предприятия, экономические формы и системы. Это судьбы людей, их семей, это механизмы самореализации личности в обществе и в коллективах. Именно эта составляющая, а не само оружие – его было тысячи, привело нас к анализу деятельности человека.
Я анализировал труд, который преобразовывался в свойства сдаваемых на вооружение изделий. Труд делился на три группы: 1. творческий; 2. диалоговый; 3. рутинный. Такое деление не зависело от создаваемого изделия, предприятия и экономической ситуации. Это деление было ориентировано на профессионалов главного конструктора, люди которого решали задачи головного разработчика. Они взаимоувязывали в единую работу все необходимые предприятия, институты, полигоны, механизмы власти и экономики. Создавая, распространяя и отрабатывая эти требования на себе – мы вскоре начали предъявлять их ко всем без исключения участникам процессов создания новой техники. В первую очередь к администрации всех рангов, включая власть и её институты.
Рутинную составляющую трудовых процессов мы автоматизировали сразу. Творческий труд – я соотносил к свойствам личности и считал, что он не подлежит никакой автоматизации. А самая большая часть трудовых процессов была названа диалоговой. Она зависела от условий, требований, ограничений и т.д. Если были заданы эти параметры – то труд сразу же превращался в категорию номер 3 – рутинный труд. Но механизмы задания этих параметров были сложны и неоднозначны. Они вступали в конфликтные отношения с технологиями проектирования и производства изделий, не говоря уже об их испытаниях. Всё это неразрешимыми противоречиями завязывалось в узды не подлежащих распутыванию и, в конце концов, перетекали в свойства сдаваемых на вооружение изделий, в их параметры и характеристики.
Использование вычислительной техники не позволяло в полной мере решать названные задачи, так как сама вычислительная техника была примитивной и не приспособленной для решения сложнейших задач, аккумулирующих в себе сложнейшие проблемы техники, науки, экономики, политики и людей их реализующих. Забегая вперед, скажу, даже на современном этапе вычислительная техника остаётся такой же примитивной и неприспособленной. А те трудящиеся, которые работают в области науки и вычислительной техники волей обстоятельств отдалены от объективных реальностей. Они работают по планам, которые создают для себя сами и при этом пытаются не утруждать себя. Они не ходят под «расстрельной» статьей, под которую могли бы угодить, если бы провалились по одному какому-то параметру.
Но этот путь мы проходили долго, трудно – но всегда основательно. Все тяготы лишений при этом ложились на плечи наших жён и детей. Экономическая и политическая система не помогала, порой часто мешала. Им самим надо было оказывать помощь, так как люди этих социальных групп, как правило, были далеки от техники. А их структуры неудержимо разрастались, обслуживая власть имущую элиту. Они могла быть технократической, научной, экономической и политической. Здесь всегда мы нащупывали противоречия между людьми, системами, технологиями которые используют системы, предприятия, люди.
Всё это вместе взятое позволило нам определять тенденции и научные представления о материализации интеллекта людей. Интеллекта, который может стать главным источником достойной жизни человека и его семьи, к тому же ориентированным на устойчивое развитие человечества. А под интеллектом мы понимаем: знание, опыт, понимание, умение делать, веру и волю.
Далее я покажу собственный опыт и интеллект лучших профессионалов России и её великих народов на примере изделий и технологий непосредственным участником и исполнителем которых был и я.
Роль специальных видов боеприпасов в понимании проблемы материализации интеллекта
Период промышленного производства образцов военной техники пришёлся на 1970 – 1994 годы. Он плавно перетекал из образовательного уровня высшей школы, в промышленное производство приборостроения, а кульминация его пришлась на промышленное производство машиностроения. Приоткроем немножко завесу кульминационного периода машиностроения.
Специальные боеприпасы, калибра 203,2мм в создании которых я принимал непосредственное участие, были не менее уникальными, чем создание и производство вышеназванной установки 2С7 «Пион». К ним относились три темы: «Саженец», «Клещевина», «Перфоратор». Две из них «Саженец» и «Клещевина», сданы на вооружения в войска.
В их создании принимало участие множество предприятий и организаций, которые базировались на экономической, политической, идеологической платформе, которые объединялись соответствующим уровнем индустриализации, науки и культуры. Хотя в то время не ставилась задача достижения высокого жизненного уровня человека, человек был основополагающим фактором, и отношения друг к другу в рамках одного предприятия были уникальными. Это и позволило достигать соответствующего уровня.
Как пример рассмотрим выстрел по теме «Клещевина». Боевой выстрел боеприпасов этого класса никогда в жизни не выстреливался. Но при этом изделия сдавались в войска на снабжение. При этом обеспечивался жесточайший контроль по всем параметрам и характеристикам, включая воздействие внешних условий и эксплуатацию этого вида вооружения. При этом обеспечивалась безопасность, надёжность и эффективность каждого изделия поединично. Понятие вероятности для изделий этого класса было недопустимо. Каждое изделие по любому из своих параметров должно было срабатывать на все сто процентов. А если этого не произойдет, то на первое место выходит механизм персональной ответственности.
Поэтому каждый боевой выстрел базировался на трёх уровневой схеме боеприпасов. Они приведены на рис. 4.
Высший уровень это третий, это боевой снаряд (БС). Этот выстрел никогда в своей практике не использовался и не стрелялся. Он просто стоит на вооружении, решает свою задачу. На этом уровне – это выстрел в единственном числе.
![]()
![]()
![]()
![]()
![]()
На втором уровне находилось два выстрела. Комплектация К11, включающая боевую часть боеприпаса и комплектация К1, которая обеспечивала испытания схемы функционирования БС. На этом уровне заканчивались испытания, и серийная партия боевых изделий поступала на вооружение в войска.
На первом уровне находилось пять различных видов выстрелов, которые отличались друг от друга типами используемых снарядов и их комплектацией. Разработка каждого такого выстрела равноценна разработке обычных видов боеприпасов.
Первый вид боеприпасов – это баллистический макет. Это аналог боевого снаряда. Все характеристики: форма, моментно-массовые, динамические (внешние и внутренние), все механизмы функционирования и взаимодействия идентичны аналогичным характеристикам БС. Принцип идентичности характеристик БС и БМ вызывал итерационные процессы обеспечения и проверки этих характеристик на всех этапах разработки: начиная от НИР, производства и заканчивая эксплуатацией в войсках. По мере того, как только появлялись отклонения характеристик в БС в процессе его разработки или изготовления – они тут же находили отражение в изменении соответствующих характеристик БМ. БМ использовался как учебно-тренировочный выстрел и специально корректировался под эти цели. Главное предназначение боеприпасов этого типа – это отработка таблиц стрельбы на разных дальностях и на разных зарядах. Под характеристики этого снаряда разрабатывался специальный контейнер, который обеспечивал отработку пуленепробиваемости из крупнокалиберного 12 мм пулемёта, а также защиту от пожара: в течение 40 минут в зоне сплошного огня. На этих выстрелах создавались специальные системы санкционированного доступа и применения, разрабатывались специальные замки и ключи к ним. Это всё вызывало уникальные требования к труду, к интеллекту каждого участника. Сохранить, автоматизировать полученные знания и опыт означало сокращение сроков, а также решение поставленных задач.
Второй вид боеприпасов – это спасение корпуса (СК). Этот снаряд вместо взрывателя и блока автоматики БС, включал специальный парашютный контейнер с системой спасения и дистанционной трубкой.
Схема работы такого выстрела показана на рисунке 5. Этот вид боеприпасов имеет множество проблем и их научно-технических решений. Несмотря на свою простоту это сложнейшие процессы и соответственно конструктивные и другие решения.
Назначение головных частей для снарядов этого вида предназначалось для мягкого приземления корпусов снарядов и мин при отработке снаряжения и аппаратуры на прочность и функционирование при выстреле из орудий калибра от 122мм до 240мм путем физического и лабораторного исследования спасённых элементов боеприпаса.
Конструктивно и технически парашютные контейнеры отличались друг от друга. Они использовали поршневые, диафрагменные и объемно-пневматические схемы функционирования механизмов разделения и других устройств. Для темы «Клещевина» они имели обозначения 17СК.000; 17СК1.000; 17СК2.000 и т.д. Они формировали «ширину» (конструктивные модели) выстрелов, которые нуждались также в отработке, анализе, синтезе. В глубину каждый из этих выстрелов размножался согласно комплектациям, которые необходимо было спасать в различных условиях эксплуатации. Потребность в каждой комплектация формировалась, как правило, структурными подразделениями или соисполнителями темы. А их было множество.

Я же представлял службу главного конструктора. И в моём непосредственном подчинении были все выстрелы, кроме БС и БМ с его нулевым уровнем. Отработкой таблиц стрельб я не занимался.
Эта огромная часть проблемы создания боеприпасов нового вида. И она решалась с помощью технологий имитационного моделирования, которые затем переросли в интегрированные среды, а затем и в теорию СТКС (социально-технических компьютерных систем).
Но системы автоматизации теперь уже охватывали всю вышеприведенную схему, кроме БС. Последовательно путем накапливания информации и создания технологий её обработки в эту схему включались все соисполнители темы и в первую очередь полигоны. Это позволяло оперативно решать сложные вопросы не только компетенции главного конструктора, но и непосредственно других соисполнителей. При этом не было подмены ответственности. Персональную ответственность нес каждый соисполнитель в части его касающейся. При этом он с большой заинтересованностью шёл на контакт. Так как получал помощь на низших исполнительных уровнях, которая выполнялась в автоматизированном режиме и при этом он четко получал всю информацию о содержательной глубине происходящих в изделии процессах на текущий момент времени. А также все возможные подводные (невидимые) проблемы, которые были зримы для применяемых технологий.
Именно такое взаимодействия содержательного, конструктивного, технологического и т.д. с социальными, образовательными, экономическими, политическими и другими ситуациями позволили впервые приступить к анализу, а затем и к синтезу проблем – которые впоследствии подвинули меня к формированию мировоззрения СТКС.
Технические характеристики выстрела из установки «Пион» представляли собой очень серьёзные проблемы. На рисунке 6 приведены графики перегрузок, угловых и линейных скоростей снаряда при движении его в канале ствола артиллерийской системы. Максимальная перегрузка при выстреле составляет 20000g, начальная скорость снаряда V0 более 1000м/сек., 0 более 18000 об/мин. Это не снаряд – это сгусток энергии. Для него уже не было точки на траектории в парашютная система в момент раскрытия смогла бы выдерживать существующие там скоростные напоры. Поэтому, для решения этих проблем приходилось применять не традиционные методы мышления и подходы. Например мною был разработан парашютный контейнер 17ПК1.000 который в головной части содержал специальное устройство, которое за счет изменения центра давления снаряда начинали взаимодействовать две мощные силы: гироскопический момент и опрокидывающий момент, которые действовали на уничтожение друг друга. Снаряд раскачивался на траектории так, что углы атаки достигали близкие к 90о. Это позволяло увеличить диаметр лобового сопротивления, который изменялся от величины калибра 203,2 мм до 1200мм. А это серьёзная заявка на уменьшение скорости и снижение кинетических энергий. В этот момент раскрывался маленький парашютик размерами всего 0,4м на 2м. Он медленно выходил на рабочий режим, накачивался мощным потоком воздуха и формировал собой не что иное, как вращающийся винт. Этот винт, выполненный из двухслойного капрона разной плотности удерживался на прочных стропах из кивлара а система вертлюгов, делала независимой вращение самого корпуса и парашютной системы (ПС). Таким образом можно было воздействовать с помощью миниатюрной ПС на мощнейшие потоки энергии которым обладал снаряд и адекватно его воздействию – окружающая его среда. Именно так решалась задача спасения комплектаций боевых частей снаряда.
Вышеописанная ситуация только часть технической проблемы. Но эти проблемы очень жёстко были привязаны к человеку, к его эффективному или неэффективному труду. Например, в стрельбовой форматке на выстрел комплектации К11 было записано, что снаряд подлежит 100% подбору с поля после выстрела. Потерять такую БЧ было невозможно – по сути для разработчика и утвердившего этот выстрел – это расстрельная статья. Отсюда вытекали жесткие отношения и требования как самой работе, так и к людям которые её обеспечивали. Проблемы по созданию самого выстрела – это полбеды. Проблемы эксплуатации такого выстрела это не менее сложные технические решения. Например, для того чтобы обеспечить безопасность такого снаряда при нахождении его в зоне сплошного пожара в течение 40 минут приходилось использовать множество технических решений и их комбинаций, таких как использование специальных видов грунтовок, которая в зоне высоких температур вспенивается и превращается в теплозащитный слой. Толщина такой грунтовки в 1 мм превращается в теплозащитный слой толщиной до 28мм. Для защиты боеприпаса использовались двух корпусной контейнер функция которого заключалась в преобразовании кинетической энергии бронебойной пули и улавливании её в межкорпусном пространстве.
Третий вид боеприпасов – это спасение головной части снаряда, сокращённо СГ (спасение головы).
Условно снаряд делится на две части: корпус и ГЧ (головную часть). В корпусе находится боевая часть со всеми её системами, а в ГЧ – взрыватель и блок автоматики БС. Спасение корпуса осуществляется выстрелом СК. А спасение ГЧ – выстрелом СГ.
СГ предназначен для отработки элементов взрывателя и блока автоматики. Каждая комплектация это множество выстрелов. Они также обслуживают потребности соисполнителей темы. Это множество узлов и агрегатов, включая источники питания, системы измерения времени, координат, исполнительные механизмы и т.д. Отсюда вытекает множество стрельб нулевого уровня, которые показаны на рисунке 3.
Схема функционирования выстрелов СГ аналогична показанной выше на рисунке 4, только спасается не корпус, а головная часть снаряда и её комплектации. Отличительной особенностью является скорость приземления. Если скорость приземления для СК ровна 30-50 м/сек, то для СГ – 10-15 м/сек.
Но главная отличительная особенность заключается в тенденции развития технических устройств. Приборная часть снаряда уменьшается в габаритах, объеме и массе. А боевая часть – наоборот увеличивается. При этом увеличивается энергетическая мощь выстрела: многократно возрастают перегрузки, линейные и угловые скорости. При этом очень неблагоприятная ситуация складывается для парашютных систем. Если для изделий по теме «Луна» применялись парашюты площадью 12 м2, то в изделиях по теме «Клещевина» эта площадь снизилась до 3 м2. А в изделиях по теме «Перфоратор» эта площадь снизилась до 0,8 м2. А скорости приземления спасаемых частей снаряда остались прежними. Объем под ПС при этом менялся от 12л до 2,3 и до 0,8л. При этом необходимо учесть, что перегрузка возрасла от 8000g до 20000g. Также увеличились все характеристики: по скоростям, давлению и т.д. Приземлить спасаемую часть весом 100кг на парашюте площадью 0,8 м2 – это надо иметь уникальные технические решения и мы их находили и использовали.
Но технологии поиска и создания различных решений, которые и позволяли создавать нужную военную технику оказались, как вышло на поверку, более важными и нужными чем сама военная техника. Эти технологии вливались в понимание интеллектуального пути развития общества, который предлагает реализовать человеко-машинная СТКС.
Четвертый вид боеприпасов – это телеметрия корпуса. Телеметрия – это специфический вид испытательных снарядов. Такой снаряд внутри себя содержит множество датчиков и аппаратуру измерения и преобразования информации. Измеренная информация накапливается бортовой аппаратурой. Затем эта информация с помощью передатчика и антенных устройств, расположенных на корпусе снаряда, передаётся внешним приёмным станциям, находящимся на земле (см. рис.4, снаряды ТК). Эта информация принимается и передаётся по назначению для дальнейшей обработки и исследования. Недостаток этого вида снарядов является то, что они имеют открытый канал связи между бортом и наземными станциями, который может приниматься перехватывающими системами внешних разведок. Поэтому по решению политических властей и органов госбезопасности эти изделия имели ограниченное применение.

![]()
![]()
Пятый вид боеприпасов – это телеметрия головной части. Отличие их от телеметрии корпуса заключалось в расположении антенного устройств, приборов и оборудования (см. рис.4, снаряды ТГ). Если в телеметрии корпуса антенное устройство и аппаратура размещались в специально изготовленных для этих целей головных частях, то в телеметрии головной части всё это размещалось в специально изготовленных для этих целей корпусах снаряда. Внешне это был такой же снаряд с идентичными характеристиками, но содержание и назначение его было иным.
Кроме названных боеприпасов калибра 203,2мм я принимал непосредственное участие в создании специализированных боеприпасов калибра 152,4 мм. Эти боеприпасы создавались для комплектации выстрелов буксируемой пушки 2А36 и для самоходной установки 2С5 «Гиацинт».
Буксируемая пушка 2А36 показана на фото 3, а самоходная установка 2С5 «Гиацинт» показана на фото 4.
Для этих артиллерийских систем было разработано десять различных модификаций специальных видов боеприпасов или десять выстрелов. По своей структуре и технической сложности каждый из названных выстрелов похож на вышеописанные, на боеприпасы калибра 203,2 мм. Эти десять модификаций специальных боеприпасов разрабатывались по темам: «Ромашка», «Мята», четыре темы «Аспект 1, 2, 3, 4» и четыре темы «Символизм 1, 2, 3, 4».

Все названные выстрелы сданы на вооружение в войска.
Однако нагрузочные характеристики этих выстрелов, такие как перегрузки, скорости, давления существенно отличались от аналогичных характеристик изделий калибра 203,2мм. И в этом смысле разработка этих изделий носила более благоприятный характер с точки зрения отработки «конструктива» и технологий. Первые виды боеприпасов «Ромашка» и «Мята» отличались повышенным весом. Из-за особенностей БЧ сделать эти снаряды легче 57 кг не представлялась возможным. Далее они подтягивались к штатному весу снаряда калибра 152,4 мм – 43 кг.
Третий вид боеприпасов специального назначения разрабатывался для миномета М-240 и 240-мм самоходного миномета 2С4 «Тюльпан». Кроме этого производились работы и к другим артиллерийским установкам: самоходная пушка 2С1 «Гвоздика» и реактивная установка «Точка», смотри фото 5 и 6.



Миномет 2С4 «Тюльпан» приведен на фото 7 и 8. На фото 7 показан также общий вид активно-реактивной мины, который характерен для этого вида боеприпасов, а также корректируемая мина «Сантиметр». 240мм активно-реактивная мина, в разработке которых я принимал участие – это очень широкий диапазон боеприпасов. Он включает боеприпасы специального назначения схема разработки, испытаний и сдачи на снабжение армии аналогично приведенной выше для боеприпасов калибра 203,2мм. Это две темы: «Смола» и «Фата» качественно нового вида вооружений. Отец этих выстрелов – главный конструктор Соловцов В.В. Они были упомянуты в разделе «Общая характеристика работы». Это противотанковая мина, тема «Смельчак». Эта мина включала 60кг тротила и наводилась на танк системой наведения с помощью восьми импульсных реактивных двигателей бивших по центру масс мины.

Условия разработки боеприпасов этого вида были самыми щадящими. Перегрузка при выстреле составляла порядка 1000g. Далее включался реактивный двигатель 3М15 и мина уходила по заданной траектории.
Для этой мины я принимал непосредственное участие в разработке двух взрывателей Е-120 и В-120, а также в работе государственной комиссии при сдаче этих изделий на вооружение в рамках тем «Сайда» и «Нерпа».
«Сайда» – это зажигательная мина. Кроме разработки взрывателя я принимал участие в отработке для этой мины и блока разворота. Боевая часть включала напалм и центральный разрывной заряд, который обеспечивал ей разлет устойчивых очагов пожара до 50м от центра разрыва. Это составляло площадь круга диаметром не мене 100м, или 7850 м2. Мина «Нерпа» – это кассетная мина осколочно-фугасного действия, включающая на основе очень эффективных поражающих элементов 3ОФ16. Они в дальнейшем будут использованы мной в противопехотной мине «Лидерство-П». Это качественно новый вид вооружения, объединивший в себе элементы артиллерии с технологиями инженерных войск.
Кроме изделий специального и общевойскового назначения я принимал участие в разработке телевизионной системы разведки, тема «Удилище». Эта тема предусматривала разработку выстрелов для трех калибров: 152,4мм, 203,2мм и 240мм. Её характерная особенность заключалась в том, что необходимо было не просто спасти изделие, а выбросить из летящего снаряда в заданной точке траектории телевизионный блок на парашюте, который бы в режиме автомата снимал «картинку» и передавал её по радиоканалу оператору в расположение наших войск. Проблемой в этой ситуации было то, что аппаратура должна была держать перегрузки выстрела. А это как было показано, 20000g – т.е. один килограмм веса превращался в 20 тонн. Эту нагрузку не выдерживали конструкции. Например, корпуса БС приходилось «месить» как тесто, перемешивая волокна – а здесь аппаратура. Но Ленинградский ВНИИТ (Екимов Е.В. – главный конструктор) справился с этой задачей. Для этой цели приходилось создавать элементную базу, включая специальные матрицы и автоматическую диафрагму. Я ещё не говорю о специальных видах радиопередатчиков на заданные расстояния с кодированием сигнала и автоматическим распознаванием первых качественных изображений и записью их на носители.


Очень серьёзной проблемой было погасить скорость вращения телевизионного блока. Скорость вращения снаряда составляет от 3000 до 18000 оборотов в секунду и её во всех случаях необходимо было гасить до 2-3 оборотов в минуту. Разброс начальных скоростей снаряда V0 от 200 до 800м/сек Д-20, МЛ-20 был также серьёзной проблемой. Но они были успешно преодолены. Наиболее сложным был выстрел 152,4мм так как габариты его были минимальными и объем контейнера, призванный решать проблему снижения скоростей (линейных и угловых) был соизмерим с объемом телевизионного блока. На рисунке 6 приведен приземляющийся телевизионной блок системы разведки. Он передаёт изображение на машину средств связи. Окончательное гашение угловой скорости происходит за счёт фалов парашюта, выполняющих функцию торсионов.
Методы и технологии решения проблем разработки взрывателей – ключ к пониманию подходов материализации интеллекта
В предыдущем разделе очень кратко был дан аналитический обзор тем, задач и проблем, которые пришлось решать автору при сдаче названных изделий на вооружение в войска. Однако подходы, методы и технологии решения названных проблем оказались наиболее важными, чем сами созданные изделия, порой очень даже грозные. Но все эти изделия ничего не стоят без людей, которые их создавали и которые затем их эксплуатируют. Особо важную роль в их применении играет не боевое применение связанное с расчётами и структурой войск, хотя это очень важно, эта роль попадает на людей политических структур. От их работы зависит наивысший эффект, который через ситуацию в военной сфере распространяется на мирную жизнь и на условия и возможности мирных людей.
Познание всех процессов и их качественное исполнение осуществляется через математику. Ровно столько сколько в любом изделии и в жизни есть математики, столько в этих сферах есть и науки. Не больше и не меньше.
Вопросы математического моделирования всегда перетекают в вопросы имитационного моделирования. Приведу два примера из области разработки взрывателя (область приборостроения). Для того чтобы обеспечить надёжность работы выстрелов по темам «Заря», «Зарево», «Рассвет». Это осветительные снаряды калибра 122, 130 и 152 мм., мне пришлось разработать качественно новый предохранительный механизм и заменить им существовавший в серийном производстве предохранительный механизм ДМДВ-6 (дистанционный механизм дальнего взведения с задержкой времени 6 сек).
Исполнительное устройство этого механизма приведено на рисунке 7. А исполнительное устройство вновь разработанного предохранительного механизма приведено на рисунке 8.
Отличительные характеристики предохранительных механизмов заключались в том, что механизм по всем параметрам уступал вновь разработанному примерно в два раза. А именно: количество деталей в ДМДВ-6 равно примерно 50 деталей – в новом примерно 25 деталей; область взведения нового исполнительного устройства примерно в два раза больше; высота безопасного падения для ДМДВ-6 составляет 1.5м – для нового более 10м. и т.д.
На примере этих механизмов дадим систематизированное обозрение подходов по поиску и решению возникающих в процессе работы человека проблем. Для этого рассмотрим возникшую проблему, определим пути технического решения и установим их влияние на труд отдельной личности и на взаимоотношение в коллективах, а также воздействие этих проблем на уровень жизни работников.
Предохранительный механизм ДМДВ-6 был разработан в довоенное время. Он выпускался серийно миллионами штук, прошел всю войну и послевоенное время до1976 года и зарекомендовал себя очень хорошо.
После того как Новосибирск разработал 152 мм осветительный снаряд 3С6 тема «Рассвет» и после сдачи его на вооружение в войска в процессе эксплуатации были обнаружены повышенные отказы причину которых длительное время не удавалось установить никому. Поэтому КПО ЗИМ для решения этих проблем использовал социальный фактор, а не технический. Просто создавалась группа очень активных представителей завода, которые на порядок были активнее остальных членов приемной комиссии министерства обороны и полигона. Но при этом конструкторское подразделение (отдел 33, руководитель Хахавин Ю.С.) очень настойчиво пыталось решить названную проблему и, ни на минуту не прекращало это работу. Начальник КБ-1 Уклеин В.П. сумел достать отказавший снаряд и извлечь из него дистанционную трубку В-90. Какое же было наше удивление, когда мы увидели, что ДМДВ-6 был в идеальным состоянии и работал «как часы», проходил любые лабораторные испытания и проверки. Однако Владимир Петрович Уклеин жестоко поплатился за эту находку. Он был снят с должности начальника КБ и переведен в инженеры. Причина – оставил сверток с дистанционной трубкой в такси. Будучи неординарным человеком, грамотным, энергичным, целеустремленным, беззаветно любящим свое дело – он искал, работал, не спал сутками, но пытался любой ценой решить, уже к этому времени «дурно пахнущую задачу». И тут когда достиг первого успеха – получил на руки отказавшее изделие, выходя среди ночи из такси, он не взял сверток. Конечно, сверток привезли на проходную завода – наши люди понимали что к чему, и что есть что, хотя и были простыми таксистами. Все подобные проблемы очень тесно переплетаются с эффективностью работ и судьбами людей, которые на первый взгляд кажется невозможно подвести под какую либо функцию, определить её величиной с заданной размерностью а затем установить ноль этой величины и все ситуации выразить через число. А число – это и есть условия и возможности для человека, это есть судьбы работников и их семей, а также это престиж предприятия. Но это уже уровень совершенно разных по своему назначению систем координат, который далеко выходит за инженерные проблемы и плавно перетекает в проблемы экономики, менеджмента, внешних связей с другими организациями и т.д. Но в основе всего этого лежат всё равно инженерно-технологические проблемы.
Поэтому рассмотрим устройство приведенных выше предохранительных механизмов и их функционирование. Затем раскроем суть интеграционной характеристики свойств этих механизмов и установим взаимосвязи с трудовыми процессами людей которые принимают участие в их создании, изготовлении и эксплуатации.
ДМДВ-6, приведенный на рисунке 7 состоит из корпуса 1, подпружиненных коническими пружинами стопоров 2, который удерживают вращающийся на оси цилиндр 3, в котором расположен свинцовый груз 4 и капсюль детонатор 5.
Исполнительное устройство этого механизма функционирует следующим образом: при вращении снаряда под воздействие центробежных сил стопора 2 сжимая пружины расходятся и освобождают вращающийся цилиндр. Цилиндр за счет смещенного центра масс в сторону свинцового груза под действием тех же центробежных сил разворачивается таким образом что капсюль детонатор 2 (ТАТ-02) перемещается на ось симметрии снаряда в боевое положение где и фиксируется стопорами специального фиксирующего устройства на рисунке не показанного. В этом положении КД ТАТ02 готов к приему инициирующего воспламенительного импульса от часового механизма и последующей его передачи далее на пороховую петарду.
Новый предохранительный механизм, приведенный на рисунках 8 и 9 состоит из корпуса 1, подпружиненных коническими пружинами стопоров 2, который удерживают перемещающийся движок 5, в котором имеется канал 4 для передачи воспламенительного импульса 7 на пороховую петарду взрывателя и латунный стопор (фиксатор при выстреле и в боевом положении) 6. От перемещения движка в противоположную сторону рабочего движения удерживает ограничитель 3. Колебательная система стопоров 2, выполненных из латуни в виде цилиндрических стаканов, центр масс которых смещён в сторону дна. Эта структура обеспечивает расширенную область взведения, следовательно, повышенную надёжность функционирования.
Несмотря на простоту самого механизма, математическая модель функционирования исполнительного устройства очень сложная. Она включает различные этапы: служебное обращение, боевое применение, производство, испытание и т.д. Каждый из этих этапов – это многосложные функциональные явления и структурированные решения. Если взять выстрел – то только здесь кроме внешних воздействий см. рис. 5, воздействует целый комплекс сил: которые меняется по направлениям и местам их приложения, например: перегрузка при выстреле, центробежные силы, центростремительные силы, силы трения по плоскостям, силы реакции, Кариолисова сила, сила набегания и масса вибрационных и колебательных процессов. Познание этих процессов настолько трудоемкая вещь, что требует огромных усилий не только от коллективов решающих эти задачи, но и сохранение знаний накопленных поколениями и профессиональными школами, которые отображаются в стандартах, требованиях, ограничениях, традициях, структурных подразделениях, методах работы, патентах, изобретениях и т.д. Именно отсюда вытекает прерогатива труда масс. Эффективность этого труда это основа основ.
На рисунке 10 приведен результат математического моделирования. Он представляет собой некоторую область (площадь). Эта область чисто математический результат. На нем показаны только функции, описывающие механизм функционирования ПМ. Это очень сложные процессы и трудоемкие (с точки зрения работы математика). Настолько сложные даже для профессионалов конструкторов, что вызывали определенные проблемы понимания сути вещей, а также в отношениях. Поскольку объемный отчет не мог служить гарантией достоверности, то сам основополагающие элементы понятия блуждающей динамической оси приходилось доказывать экспериментально. А именно, я говорю, из существующих выстрелов, которые сдаются на вооружение, произвожу сборку двух партий выстрелов в количестве по 10 штук. Одна партия будет более надёжная другая мене надёжная. Проводим эту работу. Первая партия, которая мене надёжная из десяти выстрелов даёт шесть отказов. Вторая партия, которая более надёжная в тех же самых условиях получаем из десяти выстрелов – десять положительных результатов. Так находит подтверждение понятий область взведения описываемая динамической осью вращения при условии стопроцентного взведения ПМ. Если ось вращения снаряда в сечении исполнительного устройства (рис.8) находится в границах этой области, то предохранительный механизм взводится, иначе – это отказ. Проблема отказов снарядов по теме «Рассвет» позволила установить понятия динамическая ось вращения снаряда. Динамическая ось вращения снаряда не совпадает с осью симметрии снаряда. Каждое новое понятие воздействует на взгляды человека, на отношения между людьми и условия эффективного труда. Отсюда происходят взаимосвязка инженерных и технологических проблем с проблемами социальными, так как всё это зависит от эффективного труда человека, а социальные факторы далее определяют всё: организацию, управление, экономику, политику и вообще – успех или проблемы в Ваших делах.
Создавая новый ПМ, мы упорно и настойчиво работали. С 800 до 1800 на рабочем месте. С 1800 до 1900 у начальника отдела и его зама, а с 1900 и 20-2100 у главного инженера завода. И так каждый день, пока не была решена задача. Но здесь необходимо отметить главное – про наш «тыл». Всё это время жена с грудным ребенком, без какой бы то не было помощи, оставалась в незнакомом городе в одиночестве. Об этом необходимо сказать – так это один из главных критериев эффективной работы. Они должны учитываться не только на техническом уровне (главный конструктор), но и административном (дирекция и законодательная база). Физические, психологические, материальные и прочие проблемы – это важный и основополагающий «кусок» социальных явлений, которые должны «гаситься» за счёт текущей работы. Это необходимо для того, чтобы каждый на своем рабочем месте получал дополнительные возможности и условия для эффективного труда. Социалка – это не то, когда кто-то выделил деньги на решение каких-либо проблем, образовал для этих целей, организующую и исполнительные структуры, люди которых в первую очередь всегда решают свои проблемы, затем проблемы структуры, а только затем решаются проблемы по назначению, для обеспечения эффективных работ на местах. Именно в этих отношениях мы видим предпосылки и общие тенденции, которые предопределяют закономерности для создания дополнительных возможностей для более эффективного труда.
Решать данную проблему только на инженерном или технологическом уровне невозможно. Это и не чисто экономическая, социальная или политическая проблема. Но эта проблема всегда решалась личностью, которая и обеспечивала успех делу. Экономика, маркетинг, технологии автоматизации, даже современные методы Грейдинг, Компетенции, а также создание последовательных интерпренерских компаний не смогут в полной мере решить названную проблему. основа этой проблемы с одной стороны инженерная – произрастающая из конструкции и технологий, решающих данную задачу, а с другой стороны личностная – обеспечивающая себе успех через знания и механизмы технологий и социально-экономических отношений.
Технологии СТКС обеспечивают решение этой задачи с помощью «самородка кристаллов». Это некая объемная структура, состоящая из объектов и процессов. Объект отображается кружочком, процесс стрелочкой. Схема одного элемента из всей показанной сети (рис. 11, 12) была приведена на рис.1. в разделе «общая характеристика работы». Форма «самородка кристаллов» может быть самая произвольная. Она зависит от структуры предприятия, менеджмента, научно-технической проблемы и т.д. Но эта структура всегда развивается вдоль трёх направлений: по линии, затем по плоскости, а затем по объему. Таким образом, внутреннее содержание каждого элемента этой характеристики состоит из элементов в форме кристалла с узловыми точками в направлениях: пространство, время, знания. Внутренняя структура одного элемента взаимоувязанная с трудом личности будет показана во второй части настоящей диссертации. Интеграционная характеристика ПМ приведена на рисунках 11 12. Рассмотрим взаимосвязку описанных выше проблем и конструкции по созданию ПМ.
На рисунке 11 приведено главное сечение, образуемое секущей плоскостью проходящей через ось время TS и ось поток PC. Где предикат «Т» характеризует текущее время, а степень «S» инварианты физических величин. Каждая величина это «объект» на рис.11 представлен кружочком и это «процесс» на рисунке представлен стрелочкой. Так каждый объект через процессы переходит из одного состояния в другое. Это и есть рисунок 1. На этом рисунке нет самой величины, следовательно и нет размерностей и чисел, которое характеризуют величину. Но этот рисунок приобретает необходимые величины, размерности и числа как только вопрос касается конкретной ситуации, например ПМ. В этом случае можно отобразить весь процесс, начиная от возникновения проблемы, замысла и до её решения. Она и изображена в схемном виде на рисунке 11. сами же процессы неимоверно сложны. Они нашли своё решение в многочисленной документации, планах-графиках, сметах, технологиях и произведенных изделиях. Если каждый объект сети (рис.11) рассматривать в плоскости образованной осями TS, LR приведенной системы координат в которые включается рассматриваемая величина, то мы будем получать целую группу инвариантов величин: начиная от точки, линии, объема изменяющихся во времени, далее через скорость, ускорение, работу, мощность и заканчивая мобильностью. Все комбинации совокупностей пространственно-временного преобразования и составляют общий вид интеграционной характеристики предохранительного механизма, представленного на рис.11. В этой характеристике каждый объект (кружочек) и каждый процесс (стрелочка) всегда связываются с элементами трудовых процессов людей, также имеющих пространственно-временную структуру. На рисунке 12 приведен вид сверху этой интеграционной характеристики. На рисунке 13 приведена проекция плана на плоскость «Пространство», «Время».
Общий вид интеграционной характеристики ПМ (рис. 11) представляет собой план-график, выполнение которого приводит к достижению поставленных целей, начиная от промежуточных задач и заканчивая конечной целью. Названный план-график ориентирован на главного конструктора.
Представленный на рисунке 11 план-график имеет многоуровневую структуру, которая определяет глубину планов. Глубина планов – это последовательность планов, которую проходит конструкторское подразделение, начиная от постановки задачи, исследования, выбора технических решений, преобразование этих решений в искомую конструкцию изделия. Далее эта конструкция воплощается в технологических решениях. Выпускается необходимая документация. Проводится подготовка производства. И осуществляется производство продукции. Затем проводятся испытания. Осуществляются этапы эксплуатации данного изделия в комплекте выстрела и т.д. И далее повторяется этих циклов на этапах серийного, массового производство с обязательной корректировкой документации по результатам практики и жизни.
Если заданную фигуру самородка кристаллов рассекать плоскостями параллельными общему виду – то мы получим множество план-графиков параллельных работ, которые будут выполняться соисполнителями темы. В нашем случае это цеха и службы завода, поставщики комплектующих, испытательные лаборатории, полигоны и другие участники работ. Это множество планов составляет ширину планов. Каждый такой план также имеет свою глубину, который определяется структурой данного подразделения или предприятия, а именно теми людьми, которые выполнят нужную работу.
Если названный самородок кристаллов начать рассекать плоскостями перпендикулярными оси времени (TS) то мы получим конструкцию соответствующей детали, узла комплекта. Смотри рисунок 12. каждое сечение – это конструкция (геометрия) детали, узла, комплекта и т.д. В нашем случае – это: корпус, движок, стопор, ныряло, пружина, ПЗ и т.д. Если мы пройдем по предикату LR, когда t = const мы, то получим все геометрические параметры данной детали, это: числовые значения размеров, допуска, квалитеты, шероховатость, удельный вес, прочность и т.д., всё что определено мировоззрением метафизика.
Если названный самородок кристаллов мы начнём рассекать плоскостями параллельными оси времени (TS) то мы получим совокупность планов по всей работе и структурным подразделениям. Эта совокупность составляет ширину планов. Если идти вдоль оси времени, а при этом l = const, то мы получим только те виды работ, которые необходимо выполнить для создания названной детали в конкретно заданном подразделении. Каждое такое сечение определят те виды работ, которые выполняет то или иное подразделение, та или иная смежная организация. Если пройти по глубине данного сечения то мы получим базовые этапы работ, которые выполняет каждый соисполнитель или структурное подразделение. Эти конструкции интеграционной характеристики свойств изделия отображают механизмы выполнения работ начиная от анализа, поиска решений, проектирования, производства, эксплуатации изделия и до утилизации.
Изделия, приведенные на рисунках 7, 8 – это результат труда человека и коллективов. Этот результат представлен в образе объекта на текущий момент времени.
На самом же деле любой объект может быть представлен не только объемной структурой, как это приведено на рисунках – но и виде процессов. Это две формы представления одной и той же детали. В первом случае деталь представляется из элементарных форм. А во втором случае деталь представляется из процессов, которые позволили сформировать и элементарные формы, и саму конструкцию детали из этих элементарных форм. В итоге получается, что процессы преобразуются в конечный объект (деталь). А в совокупности этих действий мы получили названный предохранительный механизм.
Но если заставить названные процессы протекать на компьютере – то получится что-то вроде «мультфильма» в котором зримо видно как процессы (функции во времени) будут превращаться в нашу конструкцию. Но это только маленькая часть процессов. Главная же составляющая – это структура предприятия и её взаимодействие с технической системой и инженерно-технологической проблемами. Эти проблемы – очень сложные явления. На инженерном языке они пока не могут быть изложены. Нет тех средств, которые бы решили эту задачу. Эти проблемы в каждом конкретном случае выражаются в длительных периодах времени труда тысяч людей, оборудования, цехов, экономик, инфраструктуры. Всё это выливается в судьбы людей, школу инженерных и технологических подходов в качественную организацию работ и их управление. Именно в этом находится корень понимания механизмов материализации интеллекта. Чтобы приоткрыть эту проблему, на приведенных примерах покажем механизм построения интеграционной характеристики свойств названного предохранительного механизма.
Отличие схем работы двух вариантов исполнительных устройств ПМ заключается в том: что в первом случае КД выведен из линии огня и в случае его непроизвольного срабатывания – не приведет к срабатыванию взрывателя. Во втором случае движок перекрывает канал, по которому передаётся воспламенительный импульс. В этом случае также при срабатывании КВ или передаточного заряда взрывателя срабатывание самого взрывателя не произойдет и тот не выполнит свою функцию по назначению.
А теперь вернёмся к инженерной проблеме. Процесс разработки и производства взрывателя Т-90 с новым предохранительным механизмом, который снял полностью проблему отказов при испытаниях выстрелов по соответствующим ПМ (программам и методикам испытаний). Экономическая часть этой проблемы не соответствовала реальной действительности. Цена взрывателя Т-90, который состоял более чем из 200 деталей и по изготовлению которых работали десятки цехов и тысячи человек на момент 1979 года стоил всего четыре рубля пятьдесят копеек, в то время как обычная лопата (штыковая без черенка) стоила 11 рублей. Если делать ставку на массовое производство и высокую степень автоматизации – то это всё равно большой перекос в сторону производства и качества но за счёт ущемления интересов производителей.
Созданная математическая модель работы исполнительного устройства позволила определить область взведения исполнительного устройства в боевое положение. Размеры этой области были таковы, что исключались возможные отказы.
Но в основе всего этого лежит главный инвариант, который был познан как виртуальный прообраз будущего изделия названный компьютерным прототипом. КП это ресурс в котором сконцентрирован труд людей решивших названную проблему и который в дальнейшем может воспроизвести данное изделие в автоматизированном режиме.
Методы и технологии объединения математического моделирования с виртуальным имитационным моделированием в приборостроении
На примере решения инженерной задачи по созданию ПМ с помощью методов математического моделирования мы показали логику и уровни взаимодействия трудовых процессов людей с инженерно-технологической подготовкой решения задач, а также показали путь суть перехода от инженерного подхода решения задач к философскому, как наиболее общему. Только с помощью философского подхода можно сконцентрировать мощь инженерных методик и технологий создания научно-технических сложных объектов в единую взаимоувязанную, взаимозависимую и взаимообусловленную структуру, как это нами было показано на рисунках 11, 12, 13.
Однако инженерные методы решения на столько объемны и разнообразны (см. объемную сеть графов, рис.13), что обеспечить с их помощью эффективный результат решения задачи в целом, не предоставляется возможным. Именно поэтому в данной работе я прибегаю к философскому подходу. Только он может объединить в единое целое: технику, экономику, политику и идеологи. Многие ученые пытаются отгородиться от внешнего мира и реалий жизни, облачая науку в одежды истинности, кристальности, а идеологию и политику объявить не достойной науки. А ученые, которые пытаются касаться эти вопросов – объявить вне закона. Но такого не бывает, жизнь всегда едина и многогранна. Каждый человек социален и субъективен. Это базовые свойства любой личности. Поэтому эти механизмы необходимо всегда накладывать на процессы, которые приводят к объективным законам через творчество масс всего социума, как целого.
Поэтому при совершенствовании выпускаемой продукции мною использовался метод имитационного моделирования. Понимание сути этого метода заключалась в создании виртуального прообраза реального изделия, автоматические расчеты всех необходимых параметров и их автоматическая связь с математическими моделями характеристик этого изделия. Сделать так, чтобы можно было бы зримо наблюдать воздействие условий внешней среды в параметрах, характеристиках и в процессах функционирования этого изделия, оценивая каждое из этих свойств с помощью чисел, определяющих качество в сформулированной области функционирования техники, деятельности человека или социальных общественных структурах. Сложность управления конструктивными и математическими процессами устранялась виртуальным прообразом конструкции, которая выступала в роли удобного интерфейса управления выполняемыми работами и отработкой свойств созданной конструкции, а также видоизменением управляющих технологий, ориентированных на заданную цель.
Механизм этого понимания был осознан на решении проблемы собираемости часового механизма взрывателя, типа ВМ-30 и ему подобных. Он приведен на рисунке 14. Эта проблема была чисто технической, но она очень круто спутывала в единый узел судьбы людей, экономику, политику, управление. Поэтому позволю себе остановиться на этой непростой ситуации, хотя и решалась она всего-навсего с помощью тридцати разрядной ЭВМ «Минск-32». Схема функционирования несвободного регулятора приведена на рисунке 14. Регулятор состоит: из узла баланса 1 с паллетами 2 и плоской пружиной 6; узла ходового колеса 3 и трёхуровневыми планками часового механизма 5, образующими пространственную структуру. Главным критерием собираемости ЧМ является угол ладки 4 (отклонение баланса в статике при взаимодействии с импульсной поверхностью зуба ходового колеса). Величина этого угла составляет 6-8 градусов. Названный ЧМ прошёл огромный путь массового производства. Он берёт своё начала где-то от «ТильКруппа» прошёл войну, массовое производство на различных видах боеприпасов, начиная от калибра 40 мм и до 240мм.
Регулировка угла ладки этого механизма осуществляется двумя методами: подборкой узла баланса по группам вылета паллет и гибкой «мостиков» ходового колеса и нижнего «триба» баланса. Однако министерством обороны в процессе длительной эксплуатации было замечено, что на тех взрывателях в которых была проведена регулировка гибкой мостика наблюдаются повышенный разброс времени при срабатывании взрывателя на заданной установке времени. Были проведены множественные испытания и это факт установлен экспериментально. На основании этих результатов МО обязало производство исключить из технологического процесса операцию регулировки «гибка мостика». Однако в этом случае завод мог сдавать не более 30% взрывателей, узды и деталей которых были выполнены качественно и на сто процентов удовлетворяли всем требованиям. Проблема из технической сразу же переросла в социальную и политическую. На операцию регулировка этого механизма ставились очень активные и энергичные девчата в возрасте 24 – 28 лет им платилась соответствующая зарплата. У каждой из них был припрятан «сапожок» (инструмент регулировки) и все вместе они просто обводили вокруг пальца не менее грамотных и интеллектуальных представителей военной приёмки. После этого начинался второй этап полигонных испытаний. Специальная группа интеллектуалов усиленная дополнительными деньгами и канистрой спирта выезжала на полигон. Разброс во времени они корректировали в микронном отклонении установки времени, что могли сделать только русские люди.
Мной была создана сложнейшая математическая модель. Это отчет более чем на триста страниц. А оптимизированная математическая модель составляла более трёх страниц математических выражений. Модель была на столько сложной, что на заводе не нашлось ни одного специалиста, который мог бы подтвердить достоверность и неправильность этой модели. Лучшие профессионалы с большим практическим опытом, которые брались за это дело, в конечном счете, бросали его. Они «замыливали» ситуацию, утомляли руководство и уходили в сторону. И всегда я оставался с этой теоретической выкладкой один на один. Далее эти математические модели я превратил в два килограмма перфокарт и толстую стопку бумаги, на которой отпечатан листинг программы, написанный на языке «Фортран-4».
Отрицательный результат этой работы, который за счёт увеличения групп балансов доведенных от четырех до двенадцати повысил собираемость (по расчётам) примерно 43%. Практически это подтвердить было не возможно, так как технологии регулировки – это было табу, так использовался социальный фактор обмана.
Для того чтобы подтвердить достоверность созданного программно-математического аппарата, я выполнил следующую работу. Пошёл в цех на сборку и попросил собрать пять часовых механизмов (без регулировки «гибка мостиков»), которые включали только несвободный регулятор, изображенный на рисунке 14. эти ЧМ были замаркированы номерами от 1 до 5. На эти пять механизмов был составлен акт с отметкой тех номеров угол ладки механизмов которых был в пределах 6-8 градусов и тех, которые выходили за допустимые пределы. Акт утвержден главным инженером НПО «Завод им Масленникова» и обязывал выполнение работ по измерению перечисленных параметров и выходной характеристики «угла ладки» в центральной измерительной лаборатории завода с микроскопов высокого разрешения.
Процесс измерения на электронных микроскопах показал, что размеры механизма не могли быть однозначно измерены одним числом, так как форма этих параметров отличалась от определения: например отверстие было эллипсом. Размеры глубин обладали уклоном, поверхность неплоскостностью и т.д. Но математическая модель несвободного регулятора была выполнена настолько качественно, что практически она полностью охватывала все инварианты моего «незнания» на момент разработки модели за небольшой корректировкой пространственного ориентирования этих отклонений, которые заключались в корректировке только числовых значений в заданные моменты времени функционирования регулятора. Эта работа положила основу визуализации математической модели которая в обратном порядке теперь уже через характеристики привязывалась снова к виртуальному прообразу самого механизма. Но возможностей вычислительной техники в то, время не было никаких, а механизм понимания с помощью выполненных работ был осознан.
Все замеры заданный параметров и конечной характеристики были измерены с точностью до микрона и отражены в акте, который также был утвержден Главным инженером.
После этого по полученным параметрам по каждому из пяти ЧМ были произведены расчёты на ЭВМ по разработанной ранее программе, составленной на основе математической модели несвободного регулятора. В итоге было получено пять значений углов ладки. Эти результаты с привязкой к номеру каждого часового механизма были зафиксированы в акте, подписаны и утверждены. После этого мы сравнили значения углов ладки для каждого ЧМ. Сходимость результатов была высокой, отличия были во втором и третьем знаке после запятой. Это говорило о качественной математической модели и программе ЭВМ, которая была разработана не программистами – а мной, конструктором. Отсюда сложилось мнение что лучшую программу может написать профессионал в данной области, а не лучший программист или это может быть в содружестве. И это нашло дальнейшее подтверждение в компьютерном прототипе реального изделия. Она выявила большую сферу взаимодействия профессионалов, которая позволяет в большей степени исключить проблему постановки задач и написания ТЗ для соисполнителей и заменить их ответственностью и профессионализмом специалистов, труд которых автоматически реализуется в КП реальных изделиях. Это будет показано далее в настоящей работе.
Разработанная имитационная модель несвободного регулятора имела большое познавательное значение для сотрудников КБ завода. С её помощью было определено понятие «собираемости» изделия. Суть этого понятия заключается в том, что с помощью ЭВМ мы «как бы» изготавливаем тысячи деталей по всему ЧМ. Каждая деталь отличается от другой детали отличием одного размера на заданную величину, например один микрон. Поскольку каждая деталь имеет множество размеров, а каждый размер множество значений изменяемых в пределах допуска то сочетание этих чисел в совокупности образует тысячи инвариантов одной и тоже детали. Таким же образом «как бы» изготавливаются все детали. Из полученного множества деталей собираются множество изделий. Каждое такое изделие отличается от другого изделия только изменением на один микрон (например) в одном конкретно заданном размере заданной детали или узла.
После этого ЭВМ просчитывает значение характеристики изделия, сравнивает его с заданным ограничением и если полученная характеристика удовлетворяет заданному требованию, то ЭВМ считает что инвариант этого изделия собирается. А если нет – то изделие не собирается. Именно из этого расчёта производились вычисления числа процентов собираемости ЧМ ВМ-30.
Однако анализ результатов вычислений затруднялся, так как не было соответствующего интерфейса. Тогда я взял главный размер этого механизма расстояние между центрами осей вращения ходового колеса и баланса и построил график. То есть на каждое числовое значение этого размера с шагом в один микрон стал на ЭВМ производить «сборку» ЧМ и оценивать результат в отношении количества «собранных и несобранных» изделий. Результаты моделирования приведены на рисунках 15 и 16. Например для числового значения 5,4 мм всего возможно N0 комбинаций несвободного регулятора. Из них N1 попадают в пределы отклонения баланса 6-8 градусов, а N2 – нет. Тогда получим N0 /N1 – это собираемость изделия, а N0 /N2 – это несобираемость изделия.
Структура алгоритмов имитационных моделей на примере создания артиллерийских спецбоеприпасов
Область создания специальных видов артиллерийских боеприпасов, которые приведены в разделе «Общая характеристика работы» и роль которых обозначена в разделе 1.2.1 сыграла решающую роль в понимании механизмов материализации интеллекта. Это период работы с 1979 по 1994 годы.